FORM- UND LAGETOLERANZEN MESSEN
GET YOUR INSPECTION DONE – Anywhere. Anytime. Fast.
Was sind Form- und Lagetoleranzen und warum sind sie wichtig?
Die korrekte Messung von Form- und Lagetoleranzen hat maßgeblichen Einfluss auf die Funktionsfähigkeit von Bauteilen und die Passgenauigkeit in der Montage. Form- und Lagetoleranzen definieren die zulässigen Abweichungen eines Bauteils von der idealen Geometrie. Während eine Formtoleranz die Gestalt eines einzelnen Elements begrenzt (etwa die Ebenheit einer Fläche), beschreibt eine Lagetoleranz die Position eines Bauteils oder Merkmals relativ zu einem Bezugselement. Beide Toleranzarten werden in der geometrischen Bemaßung und Tolerierung (GD&T) zusammengefasst und nach der Norm DIN EN ISO 1101 spezifiziert.
Der praktische Nutzen zeigt sich in der Fertigung: Ein Werkstück kann innerhalb seiner Maßtoleranzen liegen und trotzdem nicht funktionieren, wenn Form und Lage des Bauteils außerhalb der Spezifikation liegen. Bei einer Passung zwischen Welle und Bohrung führt eine Abweichung der Rundheit von nur 0,02 mm bereits zu erhöhtem Verschleiß oder Funktionsstörungen. Die Festlegung der Form- und Lagetoleranz in technischen Zeichnungen ist daher entscheidend für die Herstellung von Bauteilen mit reproduzierbarer Qualität.
Die Tolerierung erfolgt unabhängig von den Maßtoleranzen. Das bedeutet: Formtoleranzen und Lagetoleranzen werden unabhängig voneinander betrachtet und geprüft. Diese Trennung ermöglicht eine präzise Spezifikation der Anforderungen an Konstruktion und Fertigung sowie eine eindeutige Grundlage für die Herstellung und Prüfung.
Welche Formtoleranzen gibt es nach ISO 1101?
Die Norm DIN EN ISO 1101 definiert sechs sogenannte Formtoleranzen, die in technischen Zeichnungen durch genormte Symbole angegeben werden. Formtoleranzen beschreiben die zulässige Abweichung eines einzelnen geometrischen Elements von seiner idealen Form und werden ohne Bezug auf andere Elemente des Werkstücks festgelegt.
Die Geradheit begrenzt die Abweichung einer Linie oder einer Achse von der idealen Geraden. Abhängig vom betrachteten Element wird die Toleranzzone entweder durch zwei parallele Geraden oder durch einen Zylinder mit dem Durchmesser der angegebenen Toleranz gebildet. Bei einer Geradheitstoleranz von 0,05 mm muss die gesamte geprüfte Linie innerhalb dieser Zone liegen.
Die Ebenheit beschreibt entsprechend die zulässige Abweichung einer Fläche: Alle Punkte der Oberfläche müssen zwischen zwei parallelen Ebenen liegen, deren Abstand der festgelegten Toleranz entspricht.
Weitere Formtoleranzen sind die Rundheit (Abweichung eines Kreisquerschnitts), die Zylindrizität (kombinierte Begrenzung von Rundheit und Geradheit der Mantellinie) sowie das Linien- und Flächenprofil, mit denen die Abweichung von einer vorgegebenen Kontur begrenzt wird.
In der industriellen Praxis zählen insbesondere Ebenheit und Rundheit zu den am häufigsten spezifizierten Formtoleranzen. Die konkret gewählten Toleranzwerte hängen dabei stark von der Funktion des Bauteils und den Einsatzbedingungen ab. Für Dichtflächen werden häufig Ebenheitstoleranzen im Bereich von etwa 0,01 bis 0,05 mm angesetzt, während bei Lagersitzen sehr enge Anforderungen an die Rundheit bestehen, die je nach Durchmesser und Auslegung im Bereich von wenigen Mikrometern bis etwa 0,02 mm liegen können (vgl. Schaeffler, Technische Produktinformationen).
Welche Lagetoleranzen werden in technischen Zeichnungen verwendet?
Lagetoleranzen in technischen Zeichnungen beschreiben die zulässige Abweichung der Position oder Ausrichtung eines Merkmals relativ zu einem Bezugselement. Die ISO unterscheidet zwischen Richtungstoleranzen, Ortstoleranzen und Lauftoleranzen.
Richtungstoleranzen umfassen die Parallelität, Rechtwinkligkeit und Neigung. Eine Parallelitätstoleranz von 0,03 mm bedeutet zum Beispiel, dass die tolerierte Fläche zwischen zwei zur Bezugsfläche parallelen Ebenen im Abstand von 0,03 mm liegen muss. Diese Toleranzart ist entscheidend für die Bearbeitung und Prüfung von Gegenstücken wie Wellen und Bohrungen verbessern, da sie die korrekte Ausrichtung von Funktionsflächen sicherstellt.
Ortstoleranzen begrenzen die Position eines Merkmals. Die Positionstoleranz definiert, wie weit ein Punkt, eine Achse oder eine Mittelebene von der theoretisch exakten Lage abweichen darf. Die Konzentrizität und Symmetrie sind weitere Ortstoleranzen. Lauftoleranzen (Rundlauf und Gesamtlauf) kombinieren Form- und Lageabweichungen und werden bei rotierenden Bauteilen wie Wellen eingesetzt. In der Praxis liegen typische Rundlauftoleranz für Präzisionswellen bei 0,01 bis 0,03 mm, abhängig von Funktion, Drehzahl und Fertigungsverfahren.
Wie werden Form- und Lagetoleranzen gemessen?
Die Messung von Form- und Lagetoleranzen erfordert sowohl geeignete Messtechnik als auch klar definierte Messstrategien. Klassische Verfahren basieren auf taktilen Koordinatenmessgeräten (KMG), bei denen einzelne Messpunkte auf der Oberfläche des Werkstücks erfasst werden. Abhängig vom Merkmal und der Messaufgabe werden dabei typischerweise mehrere Dutzend Messpunkte aufgenommen, aus denen die Abweichung von der idealen Geometrie rechnerisch bestimmt wird.
Optische Messverfahren erfassen im Vergleich dazu eine deutlich höhere Anzahl an Messpunkten und eignen sich besonders für komplexe oder frei geformte Geometrien. Streifenlichtprojektionssysteme erzeugen innerhalb kurzer Zeit mehrere Millionen Messpunkte und ermöglichen eine flächenhafte Auswertung von Form- und Lageabweichungen. Lokale Abweichungen, die bei punktueller Messung unentdeckt bleiben können, werden dadurch sichtbar. Die erreichbare Genauigkeit optischer Systeme liegt abhängig vom System und den Messbedingungen typischerweise im Bereich von etwa 5 bis 20 Mikrometern.
Die industrielle Computertomographie (CT) stellt ein besonderes Messverfahren dar, da sie als einziges etabliertes industrielles Verfahren die zerstörungsfreie Erfassung innerer und äußerer Geometrien ermöglicht. Das gesamte Bauteilvolumen wird in einem Scanvorgang digitalisiert, sodass alle relevanten Merkmale aus einem gemeinsamen Datensatz ausgewertet werden können. Spezialisierte CT-Software erlaubt den direkten Vergleich mit dem CAD-Modell sowie eine farbcodierte Darstellung der Abweichungen. Unter geeigneten Randbedingungen liefert die CT-Messung damit einen umfassenden Nachweis für die Einhaltung der spezifizierten Form- und Lagetoleranzen.
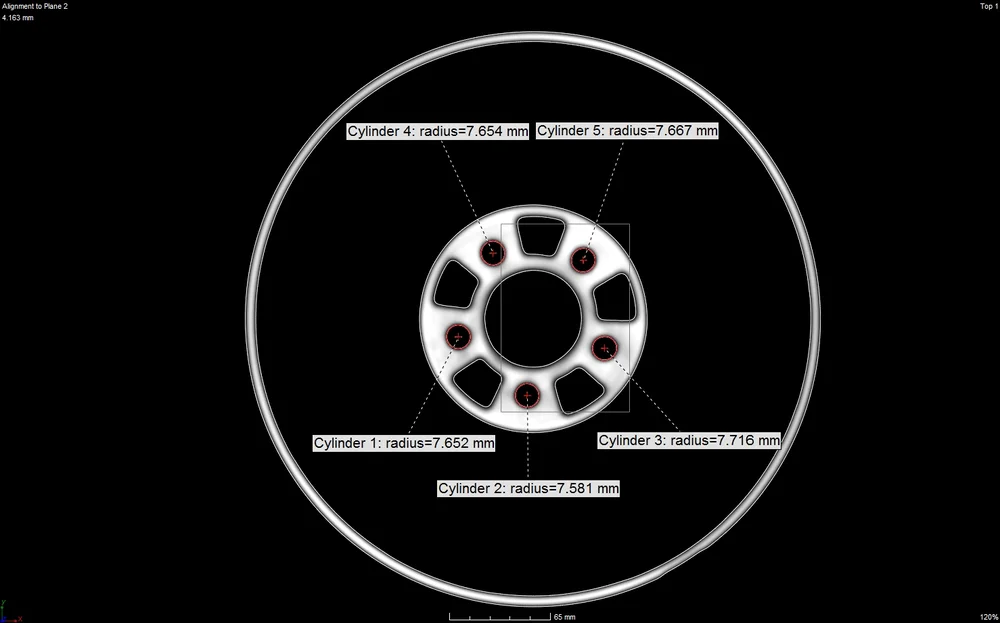
Die Abbildung zeigt die CT-gestützte Auswertung eines Bohrungsbildes. Aus dem Volumendatensatz werden ideale Zylindergeometrien berechnet und mit der gemessenen Ist-Geometrie verglichen. Dadurch lassen sich sowohl Formtoleranzen einzelner Bohrungen (z. B. Rundheit, Zylindrizität) als auch Lagetoleranzen, wie die Position der Bohrungsachsen relativ zu einem definierten Bezugssystem, zerstörungsfrei bestimmen.
Welche Vorteile bietet die CT-Messung gegenüber konventionellen Verfahren?
Die industrielle Computertomographie bietet bei der Bestimmung von Form- und Lagetoleranzen entscheidende Vorteile gegenüber taktilen und optischen Verfahren. Der vollständige 3D-Datensatz ermöglicht die Auswertung aller geometrischen Merkmale aus einer einzigen Messung, einschließlich innenliegender Strukturen wie Bohrungen, Kanäle oder Hohlräume. Die CT-Messung ist nach ISO 10360-11 und VDI/VDE 2630 als normkonformes Verfahren für die dimensionelle Messtechnik anerkannt und liefert bei korrekter Kalibrierung rückführbare Messergebnisse.
Bei komplexen Werkstücken mit zahlreichen Toleranzangaben reduziert die CT-Messung den Prüfaufwand erheblich. Während ein Koordinatenmessgerät jedes Merkmal einzeln antasten muss, erfasst der CT-Scan das gesamte Bauteil in kurzer Zeit. Falls, nur ausgewählte Bereiche geprüft werden sollen, das Material und die Größe des Bauteils stimmt und/oder mehrere Werkstücke gleichzeitig gescannt werden können, kann die Prüfdauer in einigen Fällen pro Objekt auf unter 1 Minute reduziert werden. Die Auswertung von mehreren Dutzend Lage- und Formtoleranzen erfolgt bei größeren Stückzahlen weitgehend softwaregestützt.
Ein weiterer Vorteil ist die Rückverfolgbarkeit: Der CT-Datensatz hält den Zustand des Werkstücks vollständig fest und kann nachträglich für weitere Auswertungen genutzt werden. Wird eine zusätzliche Toleranz nachträglich relevant, lässt sie sich aus dem vorhandenen Datensatz auswerten, ohne das Objekt erneut zu messen.
Messdienstleister wie Microvista setzen diese Vorteile gezielt in der industriellen Praxis ein, insbesondere bei der Erstmusterprüfung, der Analyse komplexer Bauteile sowie in der Entwicklungs- und Serienanlaufphase.
In spezialisierten CT-Laboren werden dabei hochauflösende Scans für anspruchsvolle Messaufgaben realisiert, während standardisierte und zeitkritische Prüfungen über automatisierte Plug-and-Play Lösungen wie dem mobilen industriellen CT dem ScanExpress abgewickelt werden können.
Durch die Kombination aus hochauflösender CT-Messtechnik, normkonformer Auswertung und automatisierten Prüfstrategien lassen sich auch umfangreiche Form- und Lagetoleranzen effizient, reproduzierbar und wirtschaftlich überprüfen.
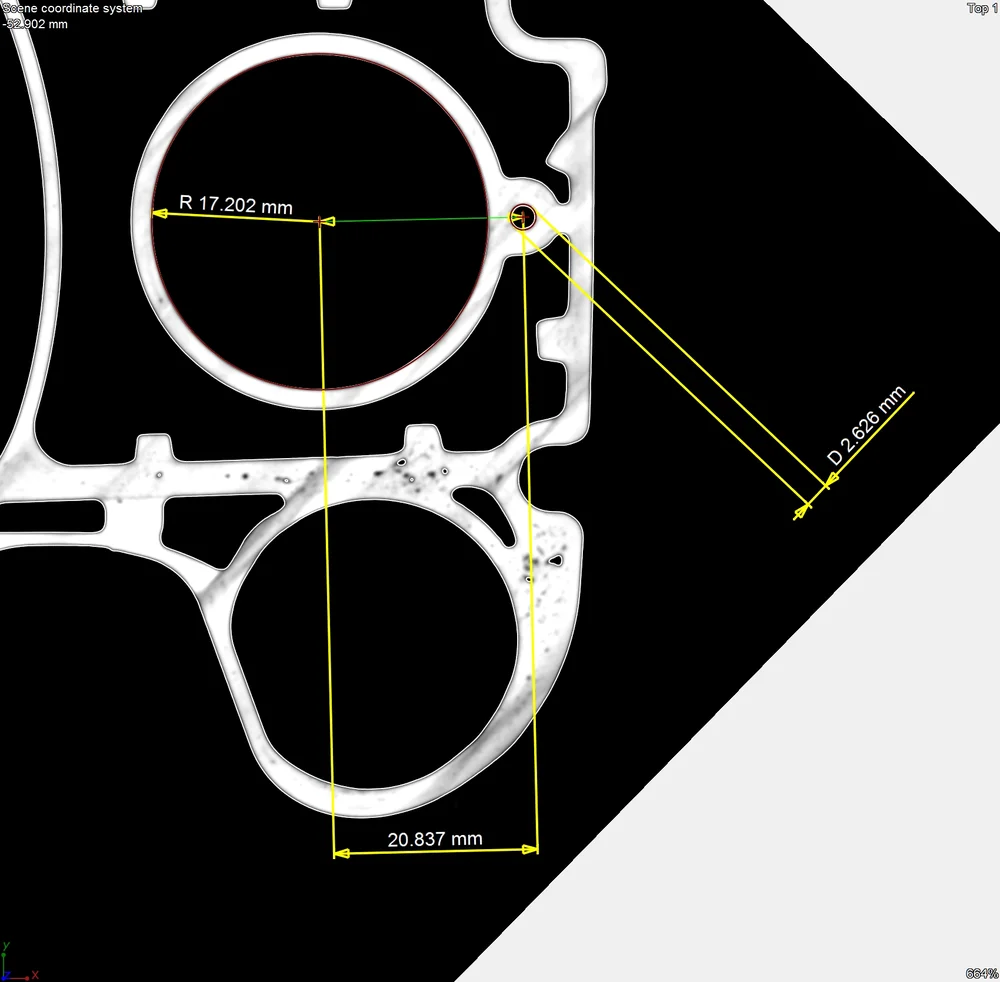
Die Abbildung zeigt die CT-gestützte Auswertung einer Bohrungs- bzw. Kreisgeometrie. Auf Basis des CT-Datensatzes werden ideale Geometrieelemente wie Kreis, Radius und Achse berechnet und mit der gemessenen Ist-Geometrie verglichen.
Dadurch lassen sich normgerechte Form- und Lagetoleranzen, wie Rundheit, Zylindrizität oder die Position der Bohrungsachse zu einem Bezugssystem, präzise und zerstörungsfrei bestimmen.
Welche Messstrategien gewährleisten zuverlässige Ergebnisse?
Die Zuverlässigkeit der Messung von Form- und Lagetoleranzen hängt maßgeblich von der gewählten Messstrategie ab. Entscheidende Einflussgrößen sind unter anderem die Anzahl und Verteilung der Messpunkte, die Filterung der Messdaten sowie die Definition und Berechnung der Bezugselemente.
Für die Messung von Formtoleranzen gilt grundsätzlich: Eine höhere Punktdichte und eine gleichmäßige Verteilung der Messpunkte erhöhen die Aussagekraft des Messergebnisses. Eine Ebenheitsmessung mit nur wenigen diskreten Punkten, etwa einem 3×3-Raster, kann lokale Erhebungen oder Vertiefungen unentdeckt lassen. In der Praxis werden daher häufig mehrere Dutzend Messpunkte gleichmäßig über die Fläche verteilt, auch wenn Normen keine feste Mindestanzahl vorgeben.
Bei CT-Messungen stehen in der Regel mehrere tausend bis Millionen Messpunkte pro Fläche zur Verfügung, wodurch eine flächenhafte und statistisch robuste Auswertung von Form- und Lageabweichungen möglich wird.
Die Bezugselemente müssen eindeutig definiert und reproduzierbar bestimmt werden. Bezugsebenen oder -achsen werden dabei häufig entweder nach der Methode der kleinsten Fehlerquadrate (Gauß) oder nach dem Minimum-Zone-Kriterium berechnet. Die Wahl des Auswertealgorithmus kann das Messergebnis beeinflussen; bei identischen Messdaten können je nach Verfahren Unterschiede auftreten, die einen relevanten Anteil des zulässigen Toleranzwerts ausmachen.
Während DIN EN ISO 1101 für die Bewertung von Formtoleranzen das Minimum-Zone-Kriterium zugrunde legt, wird in der industriellen Messtechnik aus Stabilitäts- und Robustheitsgründen häufig die Gaußsche Ausgleichsrechnung verwendet. Eine einheitliche Festlegung der Auswertemethoden zwischen Konstruktion, Fertigung und Messtechnik ist daher entscheidend, um vergleichbare und belastbare Messergebnisse zu erzielen.
Weitere Fragen zum Thema
Wie erfolgt die Angabe von Form- und Lagetoleranzen in der Zeichnung?
Die Angaben zu Form- und Lagetoleranzen in technischen Zeichnungen folgen einem standardisierten Schema nach DIN EN ISO 1101. Jede geometrische Toleranz wird in einem sogenannten Toleranzrahmen dargestellt, der mindestens zwei Felder enthält: das Symbol der Toleranzart sowie den numerischen Toleranzwert, üblicherweise in Millimetern.
Der Toleranzrahmen wird über eine Hinweislinie mit dem zu tolerierenden Element verbunden. Bei Lagetoleranzen enthält der Rahmen zusätzlich ein oder mehrere Felder zur Angabe der Bezugselemente, die durch Bezugsbuchstaben gekennzeichnet sind. Ein Eintrag aus dem Symbol für Parallelität, dem Wert „0,02“ und dem Bezugsbuchstaben „A“ bedeutet beispielsweise, dass das tolerierte Element relativ zur Bezugsfläche A innerhalb einer Toleranzzone von 0,02 mm liegen muss. Die konkrete Form der Toleranzzone richtet sich dabei nach dem tolerierten Merkmal, etwa zwei parallele Ebenen bei Flächen oder ein Zylinder bei Achsen.
Die Bezugselemente selbst werden in der Zeichnung durch ein Bezugskennzeichen mit entsprechendem Buchstaben eindeutig festgelegt.
Ergänzend können Modifikatoren wie M (Maximum-Material-Bedingung) oder L (Minimum-Material-Bedingung) angegeben werden. Diese gelten für Merkmale mit Größe, beispielsweise Bohrungen oder Wellen, und erlauben eine funktionale Erweiterung der Toleranzzone in Abhängigkeit vom tatsächlichen Maß des gefertigten Werkstücks. So vergrößert sich bei einer Bohrung mit MMC-Bedingung die zulässige Positionsabweichung, wenn die Bohrung größer als das Mindestmaß ausgeführt wird.
Durch die gezielte Anwendung von Form- und Lagetoleranzen lassen sich Bauteile funktionsgerecht spezifizieren, ohne unnötig enge Maßtoleranzen vorzugeben. Dies trägt wesentlich zu einer wirtschaftlichen Fertigung bei, da Funktion und Herstellkosten in ein ausgewogenes Verhältnis gebracht werden können.
Wie wirken sich Form- und Lagetoleranzen auf die Fertigung aus?
Form- und Lagetolerierung haben einen direkten Einfluss auf die Fertigungskosten. Engere Toleranzen erfordern in der Regel präzisere Maschinen, stabilere Prozesse, längere Bearbeitungszeiten sowie einen erhöhten Prüfaufwand. Als praxisnahe Faustregel gilt, dass eine deutliche Verringerung der zulässigen Toleranz mit einer erheblichen Kostensteigerung verbunden sein kann, die je nach Fertigungsverfahren und Bauteilmerkmal ein Mehrfaches der ursprünglichen Kosten betragen kann.
Eine funktionsgerechte Tolerierung nach dem Prinzip „so weit wie möglich, so eng wie nötig“ trägt wesentlich dazu bei, das Verhältnis von Funktion und Wirtschaftlichkeit zu optimieren. Für funktionsunkritische Flächen sind häufig Formtoleranzen im Bereich von Zehntelmillimetern ausreichend, während bei Dichtflächen oder Lagersitzen typischerweise deutlich engere Toleranzen im Bereich von Hundertstelmillimetern erforderlich sind. Die Festlegung der Toleranzen sollte dabei konsequent von den funktionalen Anforderungen ausgehen und nicht allein von bestehenden Fertigungsgewohnheiten.
Moderne CNC-Fertigungsverfahren können bei geeigneter Maschinentechnik, stabilen Prozessbedingungen und angepassten Spannkonzepten Formtoleranzen im Bereich von etwa 0,005 bis 0,02 mm sowie Lagetoleranzen von rund 0,01 bis 0,05 mm erreichen. Für noch engere Anforderungen sind in der Regel Feinbearbeitungsverfahren wie Schleifen, Honen oder Läppen notwendig. Die Herstellung von Bauteilen mit Rundheitstoleranzen unter 0,002 mm erfordert spezielle Ultrapräzisionsmaschinen sowie kontrollierte Umgebungsbedingungen, beispielsweise temperaturstabilisierte Fertigungsräume.
Welche typischen Fehler treten bei der Toleranzprüfung auf?
Bei der Überprüfung der Toleranzen treten in der Praxis wiederkehrende Fehler auf, die zu falschen Ergebnissen oder unnötigen Ausschussmeldungen führen. Ein häufiges Problem ist die unzureichende Anzahl von Messpunkten: Bei taktilen Messungen mit wenigen Punkten werden Formabweichungen systematisch unterschätzt.
Eine weitere Fehlerquelle ist die inkonsistente Definition von Bezugselementen. Wenn Konstruktion und Messtechnik unterschiedliche Flächen als Bezug verwenden oder unterschiedliche Auswertemethoden anwenden, sind die Messergebnisse nicht vergleichbar. Die eindeutige Angabe von Toleranzen in der Zeichnung nach ISO 1101 und die Abstimmung der Auswertemethoden zwischen allen Beteiligten vermeiden diese Probleme.
Temperatureinflüsse werden oft unterschätzt. Stahl dehnt sich um etwa 12 Mikrometer pro Meter und Kelvin Temperaturänderung aus. Bei einem 500 mm langen Werkstück entspricht eine Temperaturabweichung von 2 Kelvin bereits einer Längenänderung von 12 Mikrometern. Für präzise Messungen von Lagetoleranzen im Bereich weniger Hundertstel Millimeter ist die Temperierung von Werkstück und Messumgebung auf 20 ±1 Grad Celsius erforderlich.
Welche Software eignet sich für die Auswertung von CT Messdaten?
Die Messung und Auswertung von Form- und Lagetoleranzen erfordert spezialisierte Software, die normkonforme Berechnungen durchführt und die Ergebnisse übersichtlich darstellt. Die Microvista CT-Software bietet ein modulares Baukastensystem für die automatisierte Auswertung von CT-Daten, das ohne Spezialwissen bedienbar ist und sich nahtlos in bestehende Prozessumgebungen integrieren lässt.
Der typische Workflow beginnt mit der Registrierung: Die CT-Daten werden automatisch an einem CAD-Referenzmodell ausgerichtet. Anschließend definiert das System die Region of Interest (ROI) für die Analyse. Die Software führt dann Inspektionsaufgaben wie Mustererkennung, Flächenerkennung, Porositäts-, Wandstärken- oder Defektanalyse nach einem Fehlerkatalog durch. Farbcodierte Abweichungsdarstellungen visualisieren sofort, welche Merkmale innerhalb der Toleranz liegen und welche außerhalb. Der Prüfbericht mit allen Messwerten, Abweichungen und Bewertungen wird automatisch generiert.
Für die Auswertung der Messdaten aus CT-Scans bietet die browserbasierte Microvista-Lösung umfangreiche Funktionen zur Analyse von Form und Position. Innenliegende Geometrien lassen sich ebenso auswerten wie Außenflächen. Die Software errechnet aus dem Volumenmodell automatisch Schnittebenen, Achsen und Mittelpunkte für die Bestimmung von Form- und Lagetoleranzen. Konfigurierbare Eingriffsgrenzen werden überwacht, und eine Schnittstelle zum MES (Manufacturing Execution System) ist vorhanden.