LAMINOGRAPHIE: ZERSTÖRUNGSFREIE PRÜFUNG VON LEITERPLATTEN UND FLACHEN BAUTEILEN
GET YOUR INSPECTION DONE – Anywhere. Anytime. Fast.
Was ist Laminographie und wie unterscheidet sie sich von der CT?
Die Laminographie (englisch: Laminography) ist ein röntgenbasiertes Bildgebungsverfahren zur Untersuchung großer, flacher oder plattenförmiger Bauteile. Im Gegensatz zur klassischen Röntgen-Computertomographie, bei der das Prüfobjekt vollständig um 360 Grad rotiert wird, arbeitet die Laminographie mit einem eingeschränkten Winkelbereich. Röntgenquelle und Detektor werden dabei relativ zueinander bewegt, ohne dass eine vollständige Rotation des Untersuchungsobjekts erforderlich ist.
Dieses Prinzip ermöglicht die Darstellung von Schnittebenen parallel zur Bauteiloberfläche. Während die 3D-CT eine vollständige Winkelabdeckung benötigt, um ein isotropes Volumenmodell mit 3D-Daten zu rekonstruieren, erzeugt die Laminographie schichtweise Rekonstruktionen aus Projektionen eines begrenzten Winkelbereichs. Typische Akquisitionswinkel liegen abhängig vom System und der Anwendung im Bereich von etwa 20 bis 60 Grad. Die Rekonstruktionsalgorithmen berechnen daraus einzelne Ebenen, in denen Strukturen und Fehlstellen lokalisiert werden können.
Der entscheidende Vorteil der Laminografie liegt in der Untersuchung von flächigen Bauteilen mit ungünstigem Aspektverhältnis, etwa großflächigen Blechen oder elektronischen Baugruppen. Bei einer klassischen CT-Aufnahme würden die stark variierenden durchstrahlten Materialdicken je nach Drehwinkel zu Artefakten und eingeschränkter Bildqualität führen. Die Laminographie reduziert diese physikalisch bedingten Effekte erheblich und ermöglicht dadurch eine hochauflösende Prüfung flacher Strukturen, die mit konventioneller CT nur eingeschränkt möglich wäre.
Wie funktioniert die Computerlaminographie technisch?
Die Funktionsweise der Computerlaminographie basiert auf der synchronen Bewegung von Röntgenröhre, Detektor und Prüfling. Das Objekt wird zwischen Quelle und Detektor positioniert und während der Aufnahme seitlich verschoben oder gekippt. Die Röntgenquelle bestrahlt das Bauteil aus verschiedenen Winkeln, der Detektor erfasst die resultierenden Projektionsbilder.
Bei modernen Systemen erfolgt die Bewegung hochpräzise über mehrachsige Manipulatoren. Die Röhre arbeitet typischerweise mit Spannungen zwischen 60 und 160 kV, abhängig von Material und Dicke des Prüflings. Mikrofokus-Röntgenröhren mit Brennfleckgrößen unter 5 Mikrometern ermöglichen bei entsprechend kleinem Prüfling und kurzer Durchstrahlungslänge eine hohe geometrische Vergrößerung und damit Auflösungen im Mikrometerbereich.
Die Rekonstruktion schichtweiser Datensätze erfolgt durch spezialisierte Algorithmen, die aus den Projektionen einzelne Schnittebenen berechnen. Im Unterschied zur CT, die ein vollständiges Volumenmodell erzeugt, liefert die Computerlaminographie schichtweise Bilder parallel zur Bauteiloberfläche. Diese Schnittebenen können in beliebiger Tiefe innerhalb des Objekts rekonstruiert werden, sodass verborgene Strukturen wie Lötstellen, Leiterbahnen oder interne Defekte sichtbar werden.
Welche Vorteile bietet die Laminographie bei flachen Objekten?
Die Laminographie bietet bei der Untersuchung flacher Objekte deutliche Vorteile gegenüber der konventionellen Computertomografie. Der wesentliche Vorteil liegt in der Möglichkeit, Bauteile mit ungünstigem Aspektverhältnis zu prüfen, ohne eine vollständige Rotation des Objekts oder aufwendige mechanische Anpassungen vornehmen zu müssen.
Vorteile der Laminographie gegenüber klassischer CT:
- Gute Methode um großflächige und flache Bauteile zu untersuchen
- Höhere Bildqualität bei ungünstigem Aspektverhältnis (flach und breit)
- Potenziell kürzere Scanzeiten durch reduzierten Winkelbereich
- Möglichkeit einer reduzierten Gesamtbelichtung durch angepasste Scanstrategien
- Sehr hohe Auflösung in Ebenen parallel zur Bauteiloberfläche
- Höherer Durchsatz in der Serienfertigung
Bei Leiterplatten mit Abmessungen von 400 x 300 mm oder größer ist die CT-Prüfung oft nicht praktikabel. Die Laminographie ermöglicht die Inspektion solcher Baugruppen in einem Durchgang oder durch automatisierte Scans von Teilbereichen großflächiger Untersuchungsgegenstände. Die Prüfzeit pro Bauteil liegt typischerweise im Bereich von 30 Sekunden bis wenigen Minuten, abhängig von der geforderten Auflösung und der Anzahl der Schnittebenen.
Ein weiterer Vorteil ist die optimierte Abbildung von Strukturen in definierten Tiefenebenen. Bei der Montagekontrolle von Elektronikbaugruppen interessiert oft nur eine bestimmte Lötebene. Die Laminographie kann diese Ebene gezielt hochaufgelöst darstellen, während darüber- und darunterliegende Strukturen ausgeblendet werden.
Für welche Bauteile und Materialien eignet sich die Laminographie?
Die Computerlaminographie eignet sich für eine Vielzahl von Bauteilen und Materialien, bei denen flächige Geometrien dominieren. Die wichtigsten Einsatzgebiete liegen in der Elektronikfertigung, der Prüfung moderner Leichtbaumaterialien und der Qualitätssicherung von Verbundwerkstoffen.
Typische Anwendungen der Laminographie:
- Leiterplatten (PCB): Lötstellen, Durchkontaktierungen, Delaminationen
- Elektronische Baugruppen: BGA-Inspektion, Flip-Chip-Verbindungen, Lötstellenanalyse
- Faserverbundwerkstoffe (CFK/GFK): Detektion von Poren, Delaminationen und Einschlüssen in flächigen Laminaten
- Formteile aus Kunststoff: Lunker, Einschlüsse, Wanddickenverteilung, Geometrie-Abweichungen
- Batteriezellen und -module: Analyse der Elektrodenausrichtung und interner Defekte, insbesondere bei prismatischen oder pouchförmigen Zellen
- Metallische Sandwich-Strukturen: Prüfung von Klebefugen, Hohlräumen und Schichtverbünden
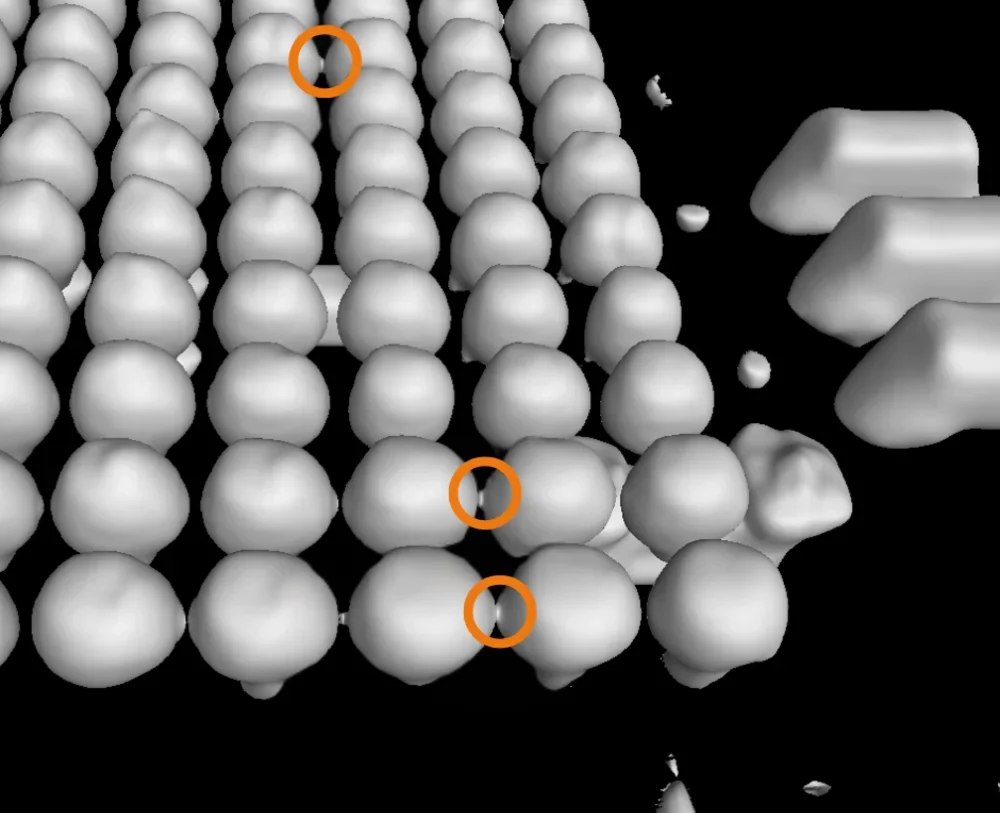
Bei der Untersuchung elektronischer Baugruppen detektiert die Laminographie Fehler wie fehlende Lötstellen, Kurzschlüsse durch Lotbrücken, Voids in BGA-Verbindungen und Risse in Bonddrähten. Die hohe Auflösung moderner Systeme ermöglicht die Erkennung von Poren ab 10 Mikrometern Durchmesser in Lötstellen.
Für die industrielle Prüfung von CFK und GFK im Automobilbau und in der Luftfahrt bietet die Laminographie eine effiziente Alternative zur CT. Faserverbundwerkstoffe mit Dicken von wenigen Millimetern bis in den unteren zweistelligen Millimeterbereich können schichtweise auf Delaminationen, Poren und Einschlüsse untersucht werden. Porositätsanalysen liefern quantitative Daten zur Bauteilqualität.
Für welche Bauteile und Materialien eignet sich die Laminographie?
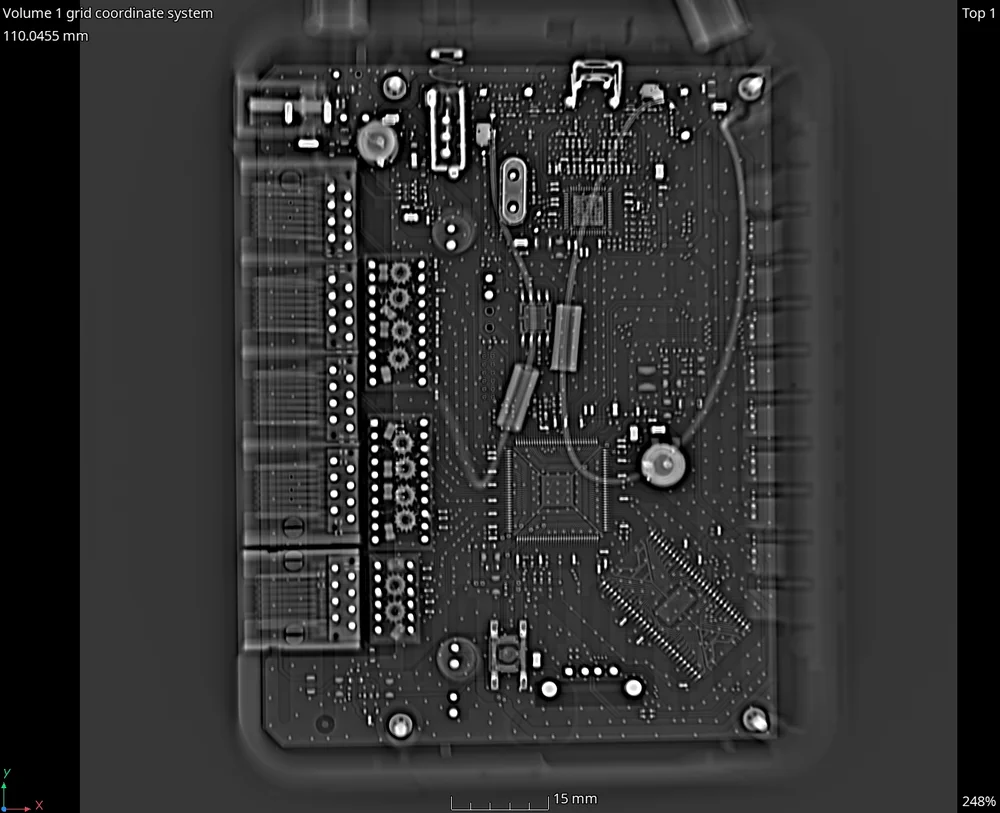
Die Inspektion von Leiterplatten mittels Laminographie folgt einem praxisbewährten, etablierten Ablauf, der eine zerstörungsfreie Prüfung von Lötstellen, Durchkontaktierungen und internen Strukturen ohne mechanische Präparation ermöglicht.
Ablauf der Leiterplatteninspektion:
- Positionierung der Leiterplatte im Prüfsystem
- Übersichtsscan zur Lokalisierung der Prüfbereiche (ROI)
- Hochaufgelöster Scan der definierten Bereiche
- Rekonstruktion der Schnittebenen in relevanten Tiefenlagen
- Automatisierte oder manuelle Auswertung der Bilder
- Dokumentation und Berichterstellung
Bei der automatisierten Inspektion kommen Prüfprogramme zum Einsatz, die kritische Lötstellen anhand definierter Kriterien bewerten. Die Software vergleicht die rekonstruierten Schnittebenen mit Referenzdaten und klassifiziert Abweichungen als Gutbefund oder Fehler. Typische Bewertungskriterien sind unter anderem der Void-Anteil in BGA-Lötstellen, fehlende Lotverbindungen oder Lotbrücken. Zulässige Grenzwerte wie etwa ein maximaler Void-Anteil von rund 25 % der Kontaktfläche sind dabei anwendungs- und normabhängig.
Die Untersuchung einer bestückten Leiterplatte mit etwa 500 BGA-Verbindungen dauert abhängig von Auflösungsanforderung und Anzahl der Prüfbereiche typischerweise zwischen 2 und 15 Minuten. Bei Stichprobenprüfungen in der Serienfertigung können automatisierte Systeme Durchsätze von 20 bis 60 Leiterplatten pro Stunde erreichen. Für die Prüfung sicherheitskritischer Elektronik, beispielsweise in der Medizintechnik oder Luftfahrt, ist die Laminographie ein etabliertes Messverfahren, insbesondere für die gezielte Analyse kritischer Lötverbindungen. Unternehmen ohne eigene Prüftechnik können entsprechende Analysen auch als Dienstleistung in spezialisierten CT- und Röntgenlaboren durchführen lassen.
Welche Rolle spielt die Laminographie bei der Montagekontrolle?
Die Montagekontrolle mit Laminographie ermöglicht die Verifikation einer korrekten Bestückung und zuverlässigen elektrischen Verbindung elektronischer Baugruppen. Im Gegensatz zur optischen Inspektion (AOI), die ausschließlich sichtbare Oberflächen erfasst, erlaubt die röntgenbasierte Laminographie auch die Prüfung verdeckter Strukturen unter Bauteilen.
Bei der Untersuchung elektronischer Baugruppen werden unter anderem BGA-Komponenten, QFN-Packages und Flip-Chips auf ihre Lötqualität geprüft. Die Laminographie erzeugt Schnittbilder in der Lötebene, in denen einzelne Lötstellen gezielt dargestellt und bewertet werden können. Fehlstellen wie Head-in-Pillow-Defekte, kalte Lötstellen oder unvollständige Verbindungen lassen sich so erkennen, bevor die Baugruppe in ein Endprodukt integriert wird.
Die röntgenbasierte Montagekontrolle ist besonders wertvoll bei Baugruppen mit hoher Packungsdichte, bei denen eine rein visuelle Inspektion nicht ausreicht. Moderne Leiterplatten mit Bauteilen auf Ober- und Unterseite, verdeckten Vias und mehrlagigem Aufbau erfordern ein Prüfverfahren, das mehrere Ebenen innerhalb der Baugruppe erfassen kann. Die Laminographie liefert diese Informationen zerstörungsfrei und mit einer Auflösung, die eine zuverlässige Bewertung kritischer Lötverbindungen ermöglicht.
Wann ist CT besser geeignet als Laminographie?
Die Computertomographie bleibt das Verfahren der Wahl, wenn ein vollständiges 3D-Volumenmodell des Bauteils erforderlich ist. Bei kompakten Objekten mit annähernd gleichem Durchmesser in allen Raumrichtungen liefert die CT bessere Ergebnisse als die Laminographie.
CT ist besser geeignet bei:
- Kompakten, nicht-flächigen Bauteilen (Würfel, Zylinder, Kugel)
- Anforderungen an dimensionelle Messungen im gesamten Volumen
- Soll-Ist-Vergleichen mit CAD-Daten
- Reverse Engineering und Geometrieerfassung
- Fehlern, die in allen Raumrichtungen gleich gut erkannt werden müssen
Laminographie ist besser geeignet bei:
- Flachen, großflächigen Objekten (Aspektverhältnis > 5:1)
- Fokus auf bestimmte Schnittebenen (z.B. Lötebene)
- Hohem Durchsatz in der Serienfertigung
- Bauteilen, die nicht in den CT-Messraum passen
- Prüfung von Teilbereichen großflächiger Baugruppen
In der Praxis ergänzen sich beide Verfahren. Bei der Entwicklung eines neuen Elektronikprodukts kann zunächst eine CT-Analyse einzelner Komponenten erfolgen, um alle Fehlertypen dreidimensional zu erfassen. In der Serienfertigung übernimmt dann die Laminographie die schnelle Prüfung definierter kritischer Bereiche. Die Kombination beider Verfahren optimiert Prüftiefe und Wirtschaftlichkeit.
Welche Systeme und Technologien werden für die Laminographie eingesetzt?
Moderne Laminographie-Systeme kombinieren präzise Mechanik, leistungsfähige Röntgenquellen und hochauflösende Detektoren. Die Systemauswahl richtet sich nach den Anforderungen an Auflösung, Bauteilgröße und Durchsatz. Einige CT-Systeme bieten integrierte Laminographie-Funktionen (LayerScan), die hochauflösende Schichtbilder von flachen Bauteilen in kurzer Zeit erzeugen, ohne eine vollständige 360°-Drehung zu erfordern.
Komponenten eines Laminographie-Systems:
- Röntgenröhre: Mikrofokus und/oder, Makrofokus für Durchsatz
- Detektor: Flächendetektor
- Manipulator: Mehrachsig für präzise Positionierung und Bewegung
- Steuerung: Automatisierte Bewegungsabläufe und Datenerfassung
- Software: Rekonstruktion, Visualisierung und automatisierte Auswertung
Industrielle Systeme erreichen abhängig von Prüfbereich und Scanstrategie laterale Auflösungen von bis zu 5 Mikrometern bei Scanzeiten von unter einer Minute. Die Röntgenröhren arbeiten mit Leistungen von 10 bis 100 Watt bei Spannungen zwischen 40 und 160 kV. Höhere Spannungen ermöglichen die Durchstrahlung dickerer oder stärker absorbierender Materialien wie Metall. Die Prüfung von Teilbereichen großflächiger Baugruppen erfolgt durch automatisierte Scans mit präziser Positionierung.
Die Rekonstruktion der Schnittebenen erfolgt auf leistungsfähigen Rechnern mit GPU-Beschleunigung. Spezialisierte Auswertungssoftware wie InspectVista ermöglicht die automatisierte Analyse der Schichtbilder mit konfigurierbaren Prüfkriterien und direkter Anbindung an Qualitätsmanagementsysteme. Die modulare Softwarearchitektur unterstützt sowohl die manuelle Auswertung durch Experten als auch vollautomatische Prüfabläufe in der Serienfertigung.
Warum lohnt sich die Zusammenarbeit mit einem externen CT-Dienstleister?
Die Anschaffung eines eigenen Laminographie- oder CT-Systems erfordert Investitionen von teilweise über 1 Millionen Euro sowie qualifiziertes Personal für Bedienung und Auswertung. Für viele Unternehmen ist die Zusammenarbeit mit einem spezialisierten Dienstleister wie Microvista die wirtschaftlichere Alternative.
Vorteile eines externen CT-Dienstleisters:
- Keine Investitionskosten für Anlagentechnik und Strahlenschutzräume
- Zugang zu modernster Technologie
- Zertifiziertes Fachpersonal mit Erfahrung in der Auswertung
- Flexible Kapazitäten bei schwankendem Prüfbedarf
- Schnelle Ergebnisse ohne eigene Einarbeitungszeit
- Unabhängige Bewertung durch externes Prüflabor
Microvista betreibt ein CT-Labor mit Systemen von Comet Yxlon, die sowohl klassische Computertomographie als auch Laminographie (LayerScan) ermöglichen. Die Geometrie der Bauteile bestimmt, welches Verfahren die besten Ergebnisse liefert. Für Kunden, die regelmäßig prüfen müssen, bietet die hauseigene Software InspectVista eine Lösung zur automatisierten Auswertung im eigenen Haus.
Die Kombination aus CT-Labor und Software deckt unterschiedliche Anforderungen ab: Entwicklungsbegleitende Analysen mit detaillierter Expertenauswertung, Serienprüfungen mit automatisierter Bewertung oder Vor-Ort-Inspektionen an großen Strukturen. Diese Flexibilität macht externe Dienstleister besonders für Unternehmen attraktiv, die nicht in eigene Prüfinfrastruktur investieren können, wollen oder temporär erhöhten Prüfbedarf haben.
Die Rekonstruktion der Schnittebenen erfolgt auf leistungsfähigen Rechnern mit GPU-Beschleunigung. Spezialisierte Auswertungssoftware wie InspectVista ermöglicht die automatisierte Analyse der Schichtbilder mit konfigurierbaren Prüfkriterien und direkter Anbindung an Qualitätsmanagementsysteme. Die modulare Softwarearchitektur unterstützt sowohl die manuelle Auswertung durch Experten als auch vollautomatische Prüfabläufe in der Serienfertigung.