ZERSTÖRUNGSFREIE SCHWEISSNAHTPRÜFUNG: VERFAHREN UND METHODEN
GET YOUR INSPECTION DONE – Anywhere. Anytime. Fast.
Was ist zerstörungsfreie Schweißnahtprüfung und warum ist sie wichtig?
Die zerstörungsfreie Schweißnahtprüfung ist ein entscheidender Faktor für die Qualitätssicherung in der industriellen Produktion. Fehlerhafte Schweißnähte können die mechanische Festigkeit eines Bauteils erheblich beeinträchtigen und im schlimmsten Fall zu Versagen unter Last führen. Die zerstörungsfreie Prüfung von Schweißnähten umfasst alle Verfahren, mit denen die Qualität einer Schweißverbindung geprüft wird, ohne das Bauteil zu beschädigen oder zu zerstören. Im Gegensatz zur zerstörenden Prüfung, bei der Proben aus der Schweißnaht entnommen und bis zum Bruch belastet werden, kann das geprüfte Werkstück nach der ZfP weiterverwendet werden.
Die Bedeutung der Schweißnahtprüfung ergibt sich aus den Anforderungen an die Integrität tragender Strukturen. Eine Schweißnaht in einem Druckbehälter, einer Brückenkonstruktion oder einem Fahrzeugrahmen muss definierte Festigkeitswerte erreichen. Falls Fehler wie Risse, Poren, Bindefehler oder Einschlüsse auftreten, reduziert sich die Tragfähigkeit und es kann unter zyklischer Belastung zu Ermüdungsbrüchen kommen. Die zerstörungsfreie Überprüfung ermöglicht es, solche Mängel zu identifizieren, bevor das Bauteil in den Einsatz gelangt.
In der industriellen Herstellung von geschweißten Bauteilen ist die 100-prozentige Prüfung sicherheitsrelevanter Schweißnähte oft vorgeschrieben. Die ZfP liefert den Nachweis, dass jede einzelne Verbindung die geforderten Qualitätskriterien erfüllt. Dies ist besonders in Branchen wie dem Druckgerätebau, der Energietechnik und dem Schienenfahrzeugbau relevant, wo Normen wie EN 13445 oder EN 15085 die Prüfung von Schweißnähten verbindlich vorschreiben.
Welche Prüfverfahren werden bei der Schweißnahtprüfung eingesetzt?
Für die Prüfung von Schweißnähten steht eine Vielzahl von Verfahren zur Verfügung. Die Auswahl hängt von der Art der gesuchten Fehler, dem Werkstoff, der Nahtgeometrie und den Anforderungen an Prüfgeschwindigkeit und Genauigkeit ab. Die gängigen Prüfmethoden lassen sich in Oberflächen- und Volumenverfahren unterteilen.
Oberflächenverfahren detektieren Fehler an der Oberfläche oder in oberflächennahen Bereichen:
- Visuelle Prüfung (VT): Sichtprüfung mit Auge oder optischen Hilfsmitteln
- Farbeindringprüfung (PT): Kapillarverfahren für alle nicht porösen Werkstoffe
- Magnetpulverprüfung (MT): Rissprüfung an ferromagnetischen Stählen
Volumenverfahren erfassen Fehler im gesamten Nahtquerschnitt:
- Ultraschallprüfung (UT): Echoverfahren für Bindefehler und Risse
- Durchstrahlungsprüfung (RT): Röntgen-/Gammastrahlen für Poren und Einschlüsse
- Computertomographie (CT): 3D-Volumenanalyse für eine umfassende 3D-Volumenanalyse verschiedener Fehlertypen
Die Wahl des geeigneten Prüfverfahrens wird durch die DIN- und EN-Normen für den jeweiligen Anwendungsfall geregelt.
Wie funktioniert die visuelle Prüfung von Schweißnähten?
Die visuelle Prüfung (VT) ist das grundlegende Verfahren der zerstörungsfreien Schweißnahtprüfung und wird bei jeder Schweißnaht als erste Prüfstufe angewendet. Der Prüfer beurteilt die Schweißnaht mit bloßem Auge oder mit optischen Hilfsmitteln wie Lupen, Endoskopen und Schweißnahtlehren auf sichtbare Unregelmäßigkeiten.
Die Sichtprüfung erfasst geometrische Abweichungen wie Nahtüberhöhung, Einbrandkerben, Kantenversatz oder unvollständige Durchschweißung (soweit visuell zugänglich: Wurzelseite sichtbar oder Naht offenliegend). Auch Oberflächenfehler wie Risse, Poren und Spritzer werden erkannt. Die Methode ist schnell und kostengünstig: Ein erfahrener Prüfer beurteilt eine laufende Meter Schweißnaht in wenigen Minuten. Die Bewertung erfolgt nach definierten Kriterien gemäß EN ISO 5817, die Zulässigkeitsgrenzen für verschiedene Bewertungsgruppen festlegt.
Die VT ist ein effizientes Instrument zur Vorselektion, bevor aufwendigere Prüfverfahren eingesetzt werden. Die Qualifikation des Prüfpersonals nach EN ISO 9712 stellt sicher, dass die Prüfung reproduzierbar und normkonform durchgeführt wird.
Wann wird die Farbeindringprüfung bei Schweißnähten eingesetzt?
Die Farbeindringprüfung (PT) ist ein zerstörungsfreies Oberflächenprüfverfahren zur Detektion oberflächenoffener Fehler wie Risse oder Poren. Sie eignet sich für alle nicht porösen Werkstoffe und wird insbesondere bei nicht ferromagnetischen Materialien wie Aluminium oder austenitischen Stählen eingesetzt.
Das Verfahren basiert auf der Kapillarwirkung: Eine Eindringflüssigkeit dringt in offene Fehlstellen ein und wird mithilfe eines Entwicklers sichtbar gemacht. Die Durchführung und Bewertung erfolgt nach DIN EN ISO 17639 bzw. DIN EN ISO 3452. Da ausschließlich oberflächenoffene Fehler erkannt werden, wird die PT häufig mit Volumenverfahren kombiniert.
Welche Rolle spielt die Ultraschallprüfung in der Schweißtechnik?
Die Ultraschallprüfung (UT) ist das am häufigsten eingesetzte Volumenverfahren für die Prüfung von Schweißnähten. Ultraschallwellen durchdringen das Material und werden an Grenzflächen und Fehlstellen reflektiert. Die Analyse der Echosignale ermöglicht die präzise Lokalisierung und Größenbestimmung von Fehlern im gesamten Nahtquerschnitt.
Konventionelle Ultraschall-Prüfungen arbeiten mit Winkelprüfköpfen, die den Schall schräg in die Schweißnaht einleiten. Typische Einschallwinkel liegen bei 45, 60 oder 70 Grad. Mit dieser Technik lassen sich Bindefehler, Risse und flächige Fehlstellen zuverlässig detektieren. Unter geeigneten Prüfbedingungen sind dabei Auflösungen im Submillimeterbereich erreichbar. Die Ultraschallprüfung ist nach EN ISO 17640 genormt und erfordert qualifiziertes Prüfpersonal mit Zertifizierung nach EN ISO 9712.
Moderne Varianten wie die Phased-Array-Technik und TOFD (Time of Flight Diffraction) erweitern die Möglichkeiten der Ultraschallprüfung erheblich. Phased-Array-Systeme erzeugen mit elektronisch gesteuerten Schallfeldern Sektorscans, die ein bildgebendes Ergebnis liefern. TOFD nutzt Beugungssignale von Fehlerkanten und ermöglicht eine genauere Größenbestimmung von Rissen als die konventionelle Amplitudenbewertung. TOFD erreicht bei der Risshöhenbestimmung Genauigkeiten von ±1 mm und wird speziell für dickwandige Schweißnähte in Druckbehältern und Rohrleitungen eingesetzt.
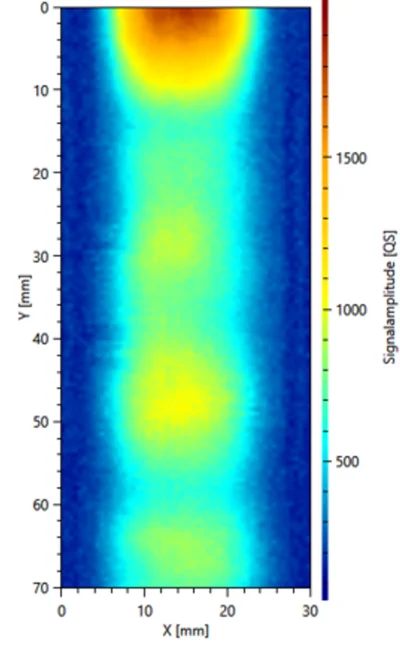
C-Bild Ultraschall - Schweißnaht
Was leistet die Durchstrahlungsprüfung bei Schweißverbindungen?
Die Durchstrahlungsprüfung (RT) nutzt Röntgen- oder Gammastrahlen zur Darstellung innerer Fehler in Schweißnähten. Das Verfahren erzeugt ein zweidimensionales Projektionsbild, auf dem Poren und Schlackeneinschlüsse als Kontrastunterschiede sichtbar werden. Falls Bindefehler und Risse eine ausreichende Ausdehnung in Strahlrichtung haben, können diese auch erkannt werden.
Die Durchstrahlungsprüfung liefert eine anschauliche Dokumentation des Schweißnahtzustands. Das Röntgenbild zeigt die Fehlerverteilung über die gesamte Nahtlänge und ermöglicht eine direkte Bewertung nach den Kriterien der EN ISO 10675. Die Nachweisempfindlichkeit liegt typischerweise bei 1 bis 2 Prozent der durchstrahlten Wanddicke. . Bei einer 10 mm dicken Schweißnaht entspricht dies einer detektierbaren Fehlergröße in der Größenordnung von 0,1 bis 0,2 mm.
Die RT ist besonders effizient bei der Prüfung von Rundnähten an Rohrleitungen und Behältern. Automatisierte Durchstrahlungssysteme prüfen Schweißnähte mit Geschwindigkeiten von mehreren Metern pro Minute. Der Nachteil der Methode liegt in den Strahlenschutzanforderungen und der eingeschränkten Erkennbarkeit von flächigen Fehlern, die parallel zur Strahlrichtung orientiert sind. Für solche Fehlertypen, insbesondere Bindefehler und planare Risse, ist die Ultraschallprüfung das zuverlässigere Verfahren.
Wie erweitert die industrielle CT die Möglichkeiten der Schweißnahtprüfung?
Die industrielle Computertomographie (CT) ermöglicht eine dreidimensionale Darstellung von Schweißnähten und deren inneren Strukturen. Im Gegensatz zur konventionellen Durchstrahlungsprüfung, die ein zweidimensionales Projektionsbild liefert, rekonstruiert die CT aus Röntgenaufnahmen unterschiedlicher Winkel ein Volumenmodell, dessen Auflösung abhängig von Bauteilgröße, Material und Scanparametern bis in den Mikrometerbereich reichen kann.
Mit der CT-Prüfung lässt sich ein breites Spektrum typischer Schweißnahtfehler erfassen und quantitativ auswerten. Poren können hinsichtlich Größe, Form und Lage klassifiziert werden, während Bindefehler und Risse in ihrer dreidimensionalen Ausdehnung analysierbar sind. Darüber hinaus erlaubt die CT die präzise Bestimmung geometrischer Nahtparameter wie Nahtbreite, Einbrandtiefe oder Wurzeldurchhang. Diese Informationen ermöglichen eine detaillierte Bewertung der Schweißqualität sowie die gezielte Korrelation von Fehlstellen mit Schweißparametern.
Besonders wertvoll ist die CT-Prüfung bei komplexen Schweißnahtgeometrien und bei der Analyse von Mehrlagenschweißungen. Während konventionelle zerstörungsfreie Prüfverfahren bei überlagerten Strukturen an ihre Grenzen stoßen, kann die CT einzelne Lagen getrennt darstellen und auswerten. In der Entwicklung neuer Schweißprozesse sowie bei der Qualifizierung von Schweißverfahren liefert die CT damit Informationen, die in dieser Detailtiefe mit keinem anderen zerstörungsfrei arbeitenden Prüfverfahren zugänglich sind.
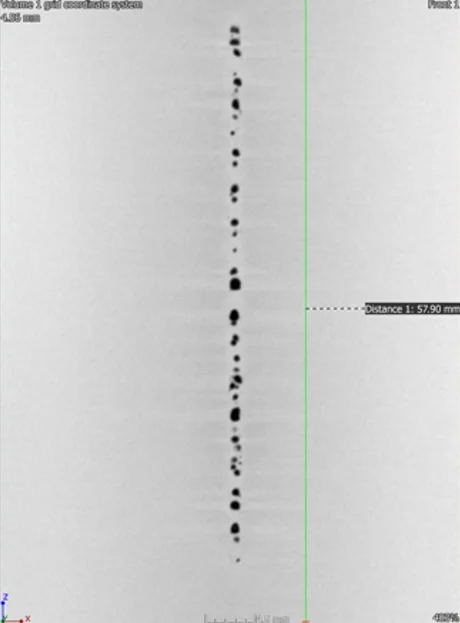
CT Scan - Schweißnaht
Praxisbeispiel: Industrielle CT zur Schweißnahtprüfung
In der industriellen Praxis wird die Computertomographie (CT) zunehmend als ergänzendes Prüfverfahren für Schweißnähte eingesetzt, insbesondere dann, wenn konventionelle zerstörungsfreie Methoden an ihre Grenzen stoßen. Spezialisierte CT-Dienstleister wie Microvista konzentrieren sich gezielt auf die industrielle Röntgen-Computertomographie und ermöglichen eine dreidimensionale Analyse von Schweißnähten ohne Zerstörung des Bauteils.
In spezialisierten CT-Laboren werden Schweißverbindungen hochauflösend gescannt und als Volumenmodell rekonstruiert. Dadurch lassen sich in der Regel innere Fehlstellen wie Poren, Bindefehler oder Risse ebenso erfassen wie geometrische Nahtparameter, etwa Einbrandtiefe oder Wurzelausbildung. Gerade bei mehrlagigen Schweißnähten, komplexen Bauteilgeometrien oder der Qualifizierung neuer Schweißprozesse liefert die CT Informationen, die mit klassischen Prüfverfahren nicht oder nur eingeschränkt zugänglich sind.
Für standardisierte und zeitkritische Prüfaufgaben bietet Microvista mit dem ScanExpress eine automatisierte, mobile und industrietaugliche CT-Lösung, die eine schnelle und reproduzierbare Prüfung von Schweißnähten an der Linie ermöglicht. Durch die Kombination aus hochauflösender CT-Messtechnik, digitaler Auswertung und strukturierter Prüfplanung kann die industrielle CT gezielt dort eingesetzt werden, wo eine besonders hohe Aussagekraft und vollständige Dokumentation der Schweißnahtqualität erforderlich ist.
Welche Normen regeln die zerstörungsfreie Prüfung von Schweißnähten?
Die Schweißnahtprüfung ist durch ein umfangreiches Normenwerk geregelt, das Prüfverfahren, Durchführung und Bewertung standardisiert. Die wichtigsten Normen für die Schweißnahtprüfung:
Durchführungsnormen nach Prüfverfahren:
- DIN EN ISO 17635: Übersicht und Verfahrensauswahl für Schweißnähte
- DIN EN ISO 17636: Durchstrahlungsprüfung (RT)
- DIN EN ISO 17637: Sichtprüfung (VT)
- DIN EN ISO 17638: Magnetpulverprüfung (MT)
- DIN EN ISO 17639: Farbeindringprüfung (PT)
- DIN EN ISO 17640: Ultraschallprüfung (UT)
Bewertung und Qualifikation:
- DIN EN ISO 5817: Bewertung von Unregelmäßigkeiten (Zulässigkeitsgrenzen)
- DIN EN ISO 9712: Qualifikation und Zertifizierung des Prüfpersonals
EN ISO 17635 gibt einen Überblick über die Verfahren der zerstörungsfreien Prüfung von Schweißnähten und deren Auswahl. Die Norm definiert, welche Prüfverfahren für welche Fehlerarten und Nahttypen geeignet sind.
Die Qualifikation des Prüfpersonals ist in EN ISO 9712 geregelt. Diese Norm definiert drei Zertifizierungsstufen mit unterschiedlichen Befugnissen. Stufe 1 berechtigt zur Durchführung von Prüfungen nach Anweisung, Stufe 2 zur eigenständigen Prüfplanung und Ergebnisbewertung, Stufe 3 zur Entwicklung von Prüfanweisungen und Ausbildung von Personal. Für Schweißnahtprüfungen in sicherheitsrelevanten Anwendungen ist häufig Stufe 2 gefordert.
Welche Faktoren beeinflussen die Wahl des Prüfverfahrens?
Die Schweißnahtprüfung ist durch ein umfangreiches Normenwerk geregelt, das Prüfverfahren, Durchführung und Bewertung standardisiert. Die wichtigsten Normen für die Schweißnahtprüfung:
Durchführungsnormen nach Prüfverfahren:
- Werkstoff: ferromagnetische Werkstoffe (MT möglich) gegenüber austenitischen Stählen oder Aluminium (PT, in speziellen Fällen Wirbelstromprüfung)
- Nahttyp: Stumpfnähte, Kehlnähte und T-Stöße erfordern unterschiedliche Prüf- und Einschalltechniken
- Wanddicke: Durchstrahlungsprüfung ist bei dünnen bis mittleren Wanddicken gut geeignet, während die Ultraschallprüfung auch bei großen Wanddicken eingesetzt werden kann; die CT-Prüfung bietet Vorteile bei komplexen Geometrien
- Fehlertyp: oberflächenoffene Risse (MT, PT), volumetrische Fehler wie Poren (RT), planare Fehlstellen wie Bindefehler oder Risse (UT)
- Dokumentationsanforderungen: RT und CT liefern bildgebende Prüfergebnisse mit hoher Nachvollziehbarkeit
Der Werkstoff bestimmt zunächst, welche Prüfverfahren grundsätzlich anwendbar sind. Ferromagnetische Stähle können mit allen gängigen zerstörungsfreien Prüfmethoden untersucht werden, einschließlich der Magnetpulverprüfung. Austenitische Stähle und Aluminium erfordern für die Oberflächenprüfung in der Regel die Farbeindringprüfung. Darüber hinaus beeinflussen werkstoffspezifische Eigenschaften wie Korngröße und Gefügestruktur die Schallausbreitung bei der Ultraschallprüfung; grobkörnige Werkstoffe führen zu verstärkter Streuung und begrenzen die Eindringtiefe.
Nahtgeometrie und Wanddicke bestimmen die Zugänglichkeit und die erforderliche Prüftiefe. Stumpfnähte an ebenen Blechen lassen sich mit den meisten Volumenverfahren effizient prüfen. Kehlnähte und T-Stöße erfordern häufig spezielle Ultraschalltechniken, beispielsweise Kriechwellen- oder Phased-Array-Ultraschall. Bei großen Wanddicken stößt die Durchstrahlungsprüfung an praktische Grenzen, während die Ultraschallprüfung auch bei sehr dicken Bauteilen zuverlässig eingesetzt werden kann. Die Computertomographie bietet insbesondere bei komplexen geometrischen Verhältnissen und mehrlagigen Schweißnähten zusätzliche Vorteile gegenüber konventionellen Prüfverfahren.
Wie lässt sich die Effizienz der Schweißnahtprüfung steigern?
Die Effizienz der Schweißnahtprüfung lässt sich durch Automatisierung, digitale Dokumentation und eine optimierte Prüfplanung deutlich steigern. Moderne Prüfsysteme reduzieren den manuellen Aufwand und tragen gleichzeitig zu einer höheren Reproduzierbarkeit und Zuverlässigkeit der Fehlererkennung bei.
Automatisierte Prüfsysteme für die Ultraschall- und Durchstrahlungsprüfung ermöglichen die Prüfung von Schweißnähten mit Geschwindigkeiten von mehreren Metern pro Minute. Robotergeführte Scanner folgen der Nahtkontur automatisch und liefern reproduzierbare, lückenlose Prüfdaten. Die digitale Erfassung und Speicherung der Messdaten erleichtert die Auswertung und ermöglicht eine langfristige, nachvollziehbare Archivierung. Softwaregestützte Analysefunktionen unterstützen den Prüfer bei der Bewertung der Anzeigen und können die Auswertezeit – abhängig vom Automatisierungsgrad – deutlich reduzieren.
Ein effizienter Prüfablauf beginnt mit einer risikobasierten Prüfplanung. Nicht jede Schweißnaht erfordert den gleichen Prüfumfang. Durch die Klassifizierung von Schweißnähten nach Beanspruchung, Sicherheitsrelevanz und möglichen Versagensfolgen lässt sich der Prüfaufwand gezielt auf kritische Verbindungen konzentrieren. Unter geeigneten organisatorischen und technischen Rahmenbedingungen können Prüflabore mit moderner Ausstattung und qualifiziertem Personal die Durchlaufzeiten für Schweißnahtprüfungen spürbar verkürzen, ohne Abstriche bei der Prüfqualität in Kauf zu nehmen.