El ensayo no destructivo (END) permite un control de calidad completo de todas las piezas producidas sin desperdicio de material. Mientras que los ensayos destructivos típicamente sacrifican un porcentaje del lote, los procedimientos END pueden alcanzar un 100 % de cobertura preservando los recursos. Este artículo explica cómo los principales métodos END ayudan a detectar a tiempo piezas defectuosas. Los responsables de calidad e ingenieros de ensayo obtienen guía concreta para elegir el procedimiento adecuado.
¿Qué es el ensayo no destructivo y qué requisitos cumple?
El ensayo no destructivo, internacionalmente conocido como NDT (Non-Destructive Testing), abarca todos los procedimientos en los que la pieza permanece intacta y funcional tras la inspección. A diferencia del ensayo destructivo, que implica pérdida irrecuperable de material, el END permite un control de calidad sin pérdida.
La ventaja económica es mensurable: con un valor de pieza de 300 € y un lote de 1.000 unidades, una muestra destructiva del 3 % ya genera 9.000 € de rechazo por lote. Además, una muestra solo proporciona una estimación: se conoce la tasa de defectos esperada estadísticamente, pero no qué piezas concretas son defectuosas. Si la muestra sale mal o la dispersión (desviación típica) es elevada, puede ser necesario inspeccionar el lote entero al 100 % a posteriori o incluso bloquearlo.
Los ensayos no destructivos (END), en cambio, permiten una inspección al 100 % de cada pieza. Con ello aumenta considerablemente la seguridad estadística y, en el ideal, cada pieza puede evaluarse y rastrearse individualmente. Que el END sea económicamente rentable depende, no obstante, de las condiciones concretas: costes del ensayo, valor de la pieza, tasa de defectos esperada y coste de las piezas defectuosas en campo. Especialmente con volúmenes grandes y piezas de alto valor tiene sentido una evaluación sistemática riesgo-beneficio de los escenarios (muestra, END 100 %, combinaciones).
La Sociedad Alemana de Ensayos No Destructivos (DGZfP) define los estándares de estas tecnologías. Con métodos END modernos se pueden detectar defectos como grietas, poros o rechupes con resolución micrométrica antes de la puesta en servicio.
Índice
¿Qué métodos de ensayo no destructivo existen?
La selección es amplia. Según material, geometría y tipo de defecto, se aplican distintos métodos. Los procedimientos se dividen en superficiales y volumétricos.
Los superficiales incluyen inspección visual, partículas magnéticas y corrientes de Foucault. Detectan con alta sensibilidad defectos e irregularidades cercanos a la superficie.
Los volumétricos como ultrasonidos, radiografía (rayos X o gamma) y tomografía industrial permiten analizar estructuras internas. Detectan defectos hasta varios cientos de milímetros de profundidad.
La TC industrial puede emplearse también mediante ingeniería inversa (ingeniería inversa de piezas complejas con TC | Microvista) para crear modelos 3D de piezas y conjuntos, útil para mejora o rediseño.
Inspección visual
La inspección visual examina visualmente el objeto para identificar defectos superficiales como grietas, arañazos, agujeros o huellas de desgaste. Normalmente no requiere equipo especial de ensayo, solo iluminación y visibilidad adecuadas. Un inspector formado identifica defectos de superficie en segundos.
Ejecución
Se aplica en muchos sectores para asegurar el cumplimiento de requisitos. Los medios auxiliares típicos son lupas, espejos y endoscopios para inspeccionar zonas de difícil acceso.
- Inspección directa sin medios auxiliares: observación a simple vista.
- Inspección directa con medios auxiliares: uso de lupas, endoscopios y espejos.
- Inspección indirecta: uso de cámaras y videoscopios donde el trayecto óptico está interrumpido.
La distinción entre directa e indirecta está normalizada en DIN EN 13018 e ISO 9712.
Ventajas
- Sencillo y económico: sin equipos caros, fácil de ejecutar.
- Resultados inmediatos: defectos reconocibles al instante.
Limitaciones
- Profundidad limitada: solo defectos superficiales.
- Subjetividad: los resultados dependen de la experiencia del inspector.
- Defectos pequeños: grietas muy finas pueden pasarse por alto sin ayudas ópticas.
Ensayo radiográfico (rayos X)
El ensayo radiográfico, conocido como radiografía, utiliza rayos X o gamma para visualizar estructuras internas. La radiación atraviesa el material y crea una imagen de sombra en un detector. Las diferencias de densidad generan absorciones y, por tanto, contrastes en la imagen.
Este método detecta defectos volumétricos como poros, rechupes o inclusiones. La detectabilidad depende de la energía, el detector y la calidad de imagen según ISO 19232. A 450 kV la penetración alcanza 80 mm en acero.
La representación 2D puede generar superposiciones en geometrías complejas. Aquí la TC industrial, con reconstrucción 3D, aporta valor añadido significativo.
Ejecución
Sirve para revelar defectos volumétricos, determinar espesor y detectar heterogeneidades ocultas. Proceso:
- Exposición del objeto: la pieza se somete a la radiación.
- Captura de imagen: la imagen TC generada se capta en un detector (película o digital); la absorción medida, representada en grises, es medida de composición y espesor.
- Análisis de imágenes: por examen visual o algorítmico se identifican irregularidades/heterogeneidades como indicios de defecto.
Ventajas
- Imagen de alta resolución: permite detectar defectos mínimos.
- Control volumétrico: ideal para materiales y piezas voluminosos.
- Versatilidad: espectro y energía adaptables al material (plásticos, metales, compuestos, etc.).
Limitaciones
- Equipo especializado: costoso; radioprotección necesaria.
- Superposiciones: imágenes 2D pueden solapar defectos.
- Dependencia del material: la densidad afecta a la resolución.
TC industrial
La tomografía computarizada industrial (TC) es un método de END moderno, especialmente en automoción. Capaz de crear imágenes 3D del interior del objeto, aporta información detallada sobre integridad estructural y calidad.
Ejecución
La pieza se irradia con rayos X y la atenuación se capta con un detector. A diferencia de la radiografía simple, la TC combina datos de múltiples ángulos para una representación 3D de alta resolución, permitiendo detectar incluso los defectos más pequeños.
Ventajas
- Alta resolución: detecta defectos e irregularidades mínimos.
- Representación 3D: visión completa de estructuras internas complejas que 2D no permite.
Limitaciones
- Equipos especializados y caros: se requieren conocimientos específicos y radioprotección.
- La densidad afecta a la resolución.
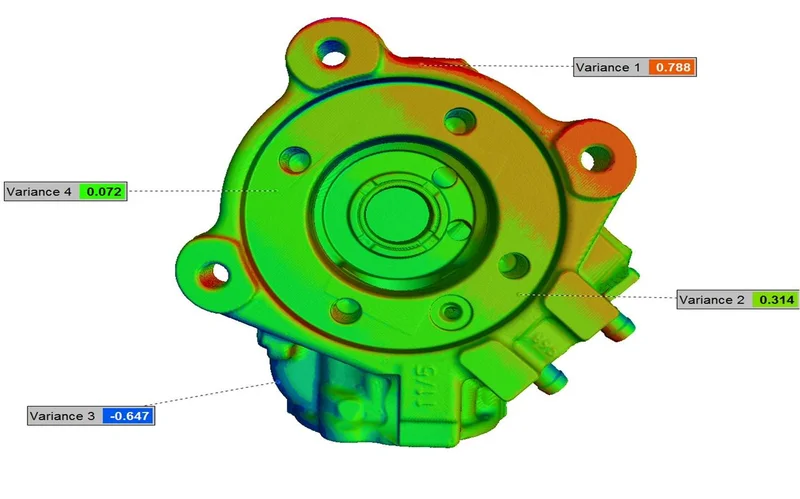
Ejemplo: comparación CAD nominal/real
Una comparación CAD nominal/real puede ser necesaria si un lote se recomienda tras un tiempo. Debe comprobarse si hay desviaciones entre el lote anterior y el CAD actual. Microvista usa TC de vanguardia para asegurar que el nuevo lote no se pierda; sin END existiría el riesgo de detectar desviaciones solo en el montaje final o en pruebas de pista. El lote entero sería inutilizable o requeriría liberación pieza a pieza.
Solicitar asesoramiento gratuito
Corrientes de Foucault
Este método usa inducción electromagnética para detectar defectos en materiales conductores. Una bobina genera un campo alterno que induce corrientes en el material. Defectos o cambios materiales alteran estas corrientes y se detectan como cambio de señal.
Se alcanzan velocidades de varios metros por segundo, útil para inspección en línea. La profundidad depende de frecuencia y material: en aluminio a 100 kHz, aprox. 0,8 mm; a 1 kHz, hasta 8 mm. Se pueden inspeccionar a través de recubrimientos no conductores, normalmente hasta varios milímetros.
La certificación DIN EN ISO 9712 garantiza la cualificación.
Se emplea frecuentemente en cilindros maestros, anillos de rodamiento y pistones — detección de grietas y control de dureza.
Ejecución
- Inducción del campo: una bobina crea un campo alterno que induce corrientes.
- Medición de reacción: los cambios en las corrientes por defectos o propiedades se miden.
- Análisis: los datos se analizan para inferir grietas, contaminantes o propiedades.
Ventajas
- Alta sensibilidad.
- Detección a través de capas, incluidas no conductoras.
Limitaciones
- Sensibilidad a la saturación magnética.
- Solo materiales conductores.
- No detecta defectos paralelos a la superficie.
- Inadecuado para grandes superficies (prefiere mediciones puntuales).
- Interpretación compleja de señales.
Ultrasonidos
Los ultrasonidos están entre los métodos END más usados. Principio: propagación de ondas ultrasónicas en el material, con frecuencias entre 0,5 y 25 MHz. Si encuentran una interfaz o defecto, se reflejan y son captadas por el palpador.
Ejecución
Se coloca un palpador en la superficie y un acoplante transmite las señales. La longitud de onda determina la resolución: a 5 MHz en acero, el límite teórico es de unos 1,2 mm. Variantes modernas como TOFD (Time of Flight Diffraction) o Phased Array alcanzan tasas de detección superiores al 95 % en soldaduras.
Los ultrasonidos acoplados en aire funcionan sin contacto. Eliminan la limpieza y permiten velocidades hasta 1 m/s en sistemas automatizados, reduciendo drásticamente el tiempo por pieza frente al manual.
Ventajas
- Alta sensibilidad.
- Aplicación versátil: ideal para piezas planas y estructuras grandes.
Limitaciones
- Transmisión afectada por condiciones ambientales: humedad, temperatura.
- Limpieza: acoplante necesario, salvo con acoplamiento en aire.
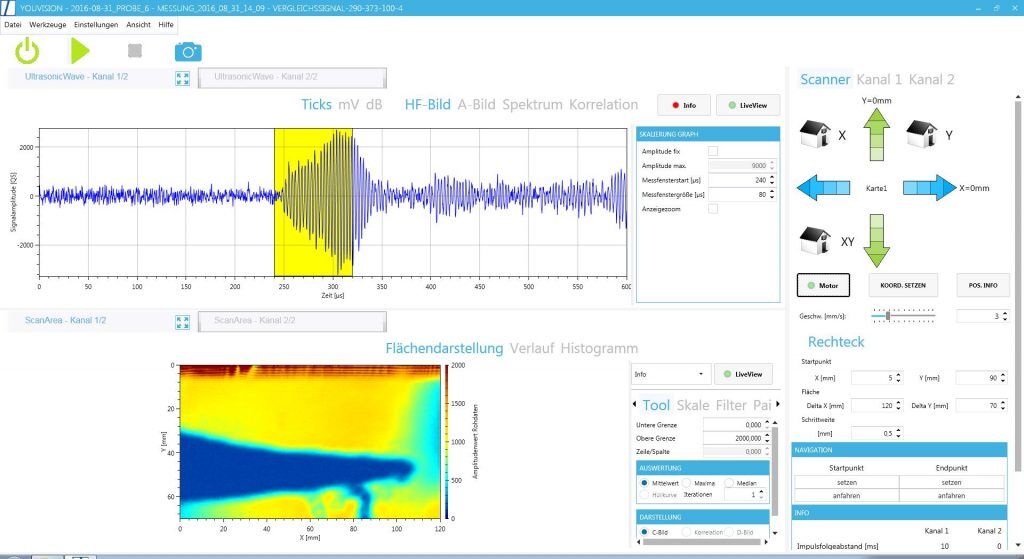
Ejemplo: portón trasero compuesto de plástico
Los portones compuestos se inspeccionan regularmente por muestreo durante la producción. El sistema Atline — un control de calidad instalado junto a la línea — detecta defectos en las uniones de plástico. Para piezas complejas como portones compuestos, los ultrasonidos acoplados al aire son ideales: todos los bordes y esquinas se alcanzan y analizan correctamente.
Solicitar asesoramiento gratuito
Métodos END en automoción — gran comparativa
Procedimiento
Solicitación
Espacio de interacción
Aplicaciones típicas
Ventajas
Desventajas
Equipo necesario
Sensibilidad
Versatilidad
Sin contacto
Análisis de resonancia acústica (ensayo sonoro)
dinámico
Volumen
Detección de heterogeneidades y defectos (grietas, fallos estructurales, inclusiones, roturas, calidad de unión)
Inspección completa de la pieza posible, alta reproducibilidad, objetividad, alta precisión y resolución; bajo esfuerzo para control automático rápido.
Tipo de defecto no directamente reconocible; método comparativo; el espécimen debe ser excitable sin daño y montado libre; sin atenuación excesiva tras excitación; solo para defectos acústicamente relevantes
Sensores (micrófonos, acelerómetros, vibrómetros láser)
Alta
Media
Galgas extensométricas
dinámico
Superficie
Medición de deformaciones de tracción/compresión (p. ej. cargas en frenos, suspensiones, transmisiones, motores)
Alta precisión, análisis detallado
Preparación compleja y sensibilidad a variaciones de temperatura
Galgas y sistemas de medida
Alta
Media
Radiografía
dinámico
Volumen
Inspección de soldaduras (chapas, tubos, depósitos) y análisis de materiales (rechupes, poros, segregaciones, grietas)
Alta resolución y control en profundidad
Equipo especializado y caro, radioprotección necesaria, posibles superposiciones (2D), resolución influida por la densidad
Fuente de rayos X o gamma y detectores
Alta
Alta
Sí
Tomografía computarizada industrial
dinámico
Volumen
Análisis de defectos (poros, rechupes, inclusiones, superficies mecanizadas, rebabas, restos de macho, virutas), medición dimensional (nominal/real, espesor, ingeniería inversa, informes EMPB), montaje y unión (integridad, asiento correcto, uniones)
Representación 3D de alta resolución, análisis completo para piezas complejas y automatización sencilla
Equipos especializados y caros, resolución influida por la densidad, radioprotección necesaria
Escáner TC con fuente X y detectores
Muy alta
Muy alta
Sí
Ensayo de estanqueidad
estático
Sistema
Localización de fugas en sistemas o componentes instalados (tuberías, depósitos, sistemas de refrigeración, sistemas de vacío, depósitos de combustible, filtros, tuberías de freno, carcasas de bombas de inyección)
Alta sensibilidad y resultados precisos
Equipo y condiciones específicas (p. ej. ensayo de presión diferencial depende del volumen y la temperatura)
Equipos de estanqueidad
Alta
Media
Líquidos penetrantes (coloreados y fluorescentes)
estático
Superficie
Defectos superficiales
Aplicación sencilla y económica
Requiere preparación y post-tratamiento de la superficie
Penetrante y revelador
Media
Baja
Sí
Termografía
dinámico
Superficie
Análisis de pérdidas térmicas y detección de defectos
Resultados rápidos
Sensible a condiciones ambientales
Cámaras infrarrojas y software
Media
Alta
Partículas magnéticas
estático
Superficie
Ensayo de grietas y defectos cercanos a la superficie en materiales ferromagnéticos
Alta sensibilidad y económico
Aplicación limitada a materiales ferromagnéticos
Partículas magnéticas y fuente de magnetización
Alta
Baja
Inspección visual
estático
Superficie
Defectos superficiales
Aplicación sencilla, resultados inmediatos y económica
Defectos bajo la superficie no detectables, grietas superficiales finas no reconocibles, subjetividad
A simple vista o con ayudas ópticas (lupas, cámaras, endoscopios, videoscopios)
Baja
Baja
Sí
Ultrasonidos
dinámico
Volumen
Análisis de materiales y ensayo de grietas
Gran profundidad y alta resolución
Calibración compleja, caracterización parcial de defectos, dependencia de material y forma, acoplante necesario (salvo acoplado en aire)
Equipos de ultrasonidos, sondas y, en su caso, acoplante
Alta
Alta
Parcialmente (solo ultrasonidos acoplados al aire)
Análisis vibratorio
dinámico
Sistema
Inspección de piezas rotatorias para defectos como rodamientos dañados o desequilibrios en máquinas e instalaciones
Alta sensibilidad y monitorización continua
Costes de software y personal cualificado
Sensores de vibración y sistemas de medida
Media
Media
Corrientes de Foucault
estático
Superficie
Ensayo de superficies metálicas para defectos como grietas o discontinuidades
Alta sensibilidad y detección a través de capas, incluidas no conductoras
Sensibilidad a variaciones de saturación magnética, solo materiales conductores, no detecta defectos paralelos a la superficie, inadecuado para grandes superficies, interpretación compleja
Equipos y sondas de corrientes de Foucault
Media
Media
Sí
Vibrometría láser
dinámico
Superficie
Análisis vibratorio y pruebas estructurales
Alta precisión
Alto coste y sensibilidad a condiciones ambientales
Vibrómetros láser Doppler
Alta
Alta
Sí
¿Qué certificación necesitan los inspectores END?
La cualificación y certificación del personal END se regula en DIN EN ISO 9712. Define tres niveles con requisitos claros de formación, experiencia práctica y exámenes. La competencia se confirma con recertificación cada cinco años.
Para empresas con necesidades variables, prestadores como Microvista ofrecen servicios de TC industrial completos con personal certificado y tecnología de vanguardia. Esto reduce costes fijos internos y da acceso a tecnología actual y alta fiabilidad.
Conclusión
Los procedimientos END — como la TC industrial — sustituyen procesos manuales costosos de control. La evaluación puede automatizarse a menudo, ahorrando tiempo y costes.