Le contrôle non destructif (CND) permet un contrôle qualité complet de toutes les pièces produites, sans gaspillage de matière. Alors que le contrôle destructif sacrifie un pourcentage du lot, les procédés CND peuvent atteindre un taux de 100 % tout en préservant les ressources. Cet article explique comment les principaux procédés CND aident à détecter tôt les pièces défectueuses. Responsables qualité et ingénieurs d’essais y trouveront des repères concrets pour choisir la méthode adaptée.
Qu’est-ce que le contrôle non destructif et quelles exigences remplit-il ?
Le contrôle non destructif, désigné internationalement par NDT (Non-Destructive Testing), regroupe l’ensemble des procédés d’essai de pièces dans lesquels le spécimen reste, après l’inspection, intact et fonctionnel. Contrairement au contrôle destructif, qui entraîne une perte irrémédiable de matière, le CND permet une assurance qualité sans perte de matériau.
L’avantage économique est mesurable : pour une pièce à 300 €, un lot de 1 000 pièces et un contrôle destructif par échantillonnage de 3 %, le seul rebut représente déjà 9 000 € par lot. De plus, un échantillon ne fournit qu’une estimation : on connaît le taux de défaut statistiquement attendu, mais pas quelles pièces concrètes sont défectueuses. Si l’échantillon est mauvais ou si la dispersion (écart-type) est élevée, il peut devenir nécessaire, dans les cas extrêmes, de contrôler le lot entier à 100 % a posteriori ou même de le bloquer.
Les procédés CND permettent au contraire un contrôle à 100 % de chaque pièce. La sécurité statistique augmente considérablement, et idéalement chaque pièce peut être évaluée et tracée individuellement. La rentabilité du CND dépend toutefois des conditions concrètes : coûts de contrôle, valeur de la pièce, taux de défaut attendu et coût des pièces défectueuses sur le terrain. Pour des volumes élevés et des pièces coûteuses, une évaluation risque-bénéfice systématique des différents scénarios (échantillon, CND 100 %, combinaisons) est donc judicieuse.
La société allemande de contrôle non destructif (DGZfP) définit les standards de ces technologies. Les méthodes CND modernes permettent de détecter fissures, pores ou retassures avec une résolution micrométrique avant mise en service.
Sommaire
Quels procédés de contrôle non destructif existent ?
L’éventail est large. Selon le matériau, la géométrie et le type de défaut recherché, différentes méthodes s’appliquent. Les procédés se répartissent en méthodes superficielles et volumétriques.
Les méthodes superficielles comprennent entre autres l’inspection visuelle, la magnétoscopie et les courants de Foucault. Elles détectent avec grande sensibilité défauts et irrégularités près de la surface.
Les méthodes volumétriques comme les ultrasons, la radiographie (rayons X ou gamma) et la tomographie industrielle analysent les structures internes. Elles permettent de détecter des défauts jusqu’à plusieurs centaines de millimètres de profondeur.
La CT industrielle peut aussi servir, via le reverse engineering (rétro-ingénierie de pièces complexes par CT | Microvista), à créer des modèles 3D de pièces et d’assemblages, pour l’amélioration ou le redesign de produits.
Inspection visuelle
L’inspection visuelle est une méthode dans laquelle le spécimen est examiné à l’œil pour identifier les défauts superficiels — fissures, rayures, trous, traces d’usure. Elle ne nécessite souvent pas d’équipement spécialisé, juste un éclairage et une visibilité suffisants. Un inspecteur formé détecte les défauts de surface en quelques secondes.
Mise en œuvre
Elle est appliquée dans de nombreux secteurs pour s’assurer que les pièces répondent aux exigences. Les aides classiques incluent loupes, miroirs et endoscopes pour inspecter les zones peu accessibles.
- Inspection directe sans aide : observation de la surface à l’œil nu.
- Inspection directe avec aides : utilisation d’outils optiques comme loupes, endoscopes et miroirs.
- Inspection indirecte : utilisation de caméras et vidéoscopes, où le trajet optique entre la surface et l’œil est interrompu.
La distinction entre inspection directe et indirecte est normalisée en DIN EN 13018 et ISO 9712.
Avantages
- Simple et économique : pas d’équipement coûteux, facile à réaliser.
- Résultats immédiats : défauts détectés et évalués instantanément.
Limites
- Profondeur limitée : détecte uniquement les défauts superficiels.
- Subjectivité : les résultats dépendent de l’expérience et de l’attention de l’inspecteur.
- Petits défauts : de très fines fissures ou petits défauts peuvent être manqués sans aide optique.
Radiographie (rayons X)
La radiographie, aussi appelée radiographie industrielle, utilise des rayons X ou gamma pour visualiser les structures internes. Les rayons traversent le matériau et produisent une image d’ombre sur un détecteur. Des densités différentes entraînent des absorptions différentes, d’où les contrastes sur l’image.
Cette méthode convient à la détection de défauts volumétriques tels que pores, retassures ou inclusions. La détectabilité dépend de l’énergie de rayonnement, du détecteur et de la qualité d’image définie selon ISO 19232. À 450 kV, la pénétration atteint 80 mm dans l’acier.
La représentation 2D peut entraîner des superpositions pour les géométries complexes. La CT industrielle, avec sa reconstruction 3D, offre ici une valeur ajoutée significative.
Mise en œuvre
La radiographie est utilisée pour révéler des défauts volumétriques, déterminer l’épaisseur du matériau et détecter des hétérogénéités cachées. Processus :
- Exposition de l’objet : la pièce est soumise au rayonnement.
- Imagerie : l’image CT est capturée sur un détecteur (film ou numérique) ; l’absorption mesurée, représentée en niveaux de gris, est une mesure de composition et d’épaisseur.
- Analyse des images : par examen visuel ou algorithmique, on identifie les irrégularités / hétérogénéités comme indicateurs de défauts.
Avantages
- Imagerie haute résolution : permet la détection de petits défauts et irrégularités.
- Contrôle volumétrique : idéal pour matériaux et pièces volumineux.
- Polyvalence : spectre et énergie adaptables au matériau (plastiques, métaux, composites, etc.).
Limites
- Équipement spécialisé : appareils coûteux, mesures de radioprotection.
- Superpositions : images 2D peuvent superposer des défauts et compliquer l’analyse.
- Dépendance matière : résolution et précision peuvent être influencées par la densité.
CT industrielle
La tomographie industrielle (CT) est un procédé moderne de CND appliqué dans de nombreux secteurs, notamment l’automobile. Capable de créer des images 3D de l’intérieur d’un objet, la CT industrielle offre des analyses détaillées de l’intégrité structurelle et de la qualité de pièces et matériaux.
Mise en œuvre
L’objet est traversé par une source de rayons X et l’atténuation est captée par un détecteur. Contrairement à une simple radiographie qui produit des images 2D, la CT combine des données sous différents angles pour créer une représentation 3D haute résolution. Ces images permettent une analyse détaillée de la structure interne, rendant visibles même les plus petits défauts.
Avantages
- Haute résolution : détecte les plus petits défauts et irrégularités.
- Représentation 3D : aperçu complet des structures internes de pièces complexes, impossibles en 2D.
Limites
- Équipement spécialisé et coûteux : compétences spécifiques et radioprotection nécessaires.
- Résolution influencée par la densité du matériau.
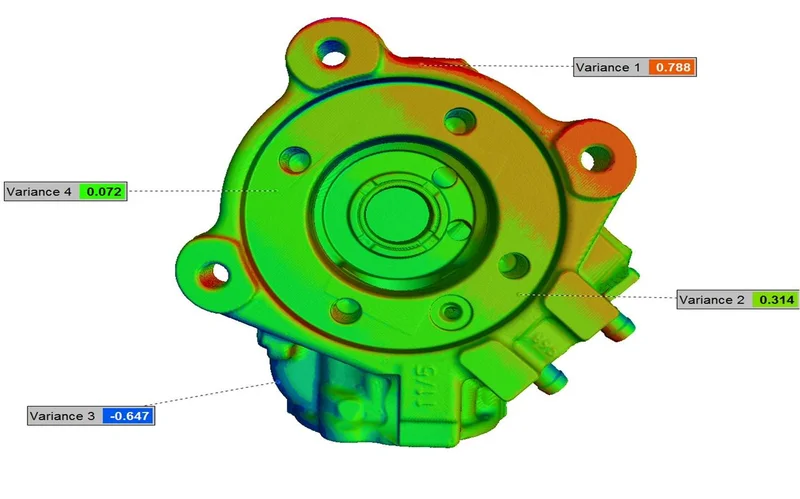
Exemple : comparaison CAO nominal/réel
Une comparaison CAO nominal/réel peut être nécessaire lorsqu’un lot de production est recommandé après un certain temps. Il faut vérifier s’il existe des écarts entre le lot précédent et la CAO actuelle. Microvista utilise des CT de pointe pour garantir qu’un nouveau lot de production ne soit pas perdu ; sans CND, on risquerait de ne détecter des écarts non voulus qu’en assemblage final voire en essais sur route. Le lot entier serait alors inutilisable ou devrait être contrôlé à la libération.
Courants de Foucault
Ce procédé utilise l’induction électromagnétique pour détecter des défauts dans les matériaux conducteurs. Une bobine traversée par un courant génère un champ magnétique alternatif qui induit des courants de Foucault dans le matériau. Les défauts ou variations matière influencent ces courants et produisent un signal mesurable.
Les vitesses atteignent plusieurs mètres par seconde, convenant au contrôle en ligne. La profondeur de pénétration dépend de la fréquence et du matériau : en aluminium à 100 kHz environ 0,8 mm, à 1 kHz jusqu’à 8 mm. Le procédé permet aussi le contrôle à travers des revêtements non conducteurs, généralement jusqu’à plusieurs millimètres.
La certification DIN EN ISO 9712 garantit la qualification du personnel.
Il est fréquemment utilisé pour maîtres-cylindres, bagues de roulement et pistons — détection de fissures et contrôle de dureté.
Mise en œuvre
- Induction du champ : une bobine génère un champ alternatif qui induit des courants dans le matériau.
- Mesure de la rétroaction : les variations dues aux défauts ou propriétés matière sont mesurées.
- Analyse : les données mesurées sont analysées pour en déduire fissures, contaminants ou propriétés matière.
Avantages
- Haute sensibilité.
- Détection à travers des couches, y compris revêtements non conducteurs.
Limites
- Sensible aux variations de saturation magnétique.
- Uniquement matériaux conducteurs.
- Ne détecte pas les défauts parallèles à la surface.
- Inadapté aux grandes surfaces (mesures ponctuelles).
- Interprétation complexe des signaux, personnel qualifié requis.
Ultrasons
Les ultrasons figurent parmi les procédés CND les plus utilisés. Principe : propagation d’ondes ultrasonores dans le matériau, à des fréquences entre 0,5 et 25 MHz. Si les ondes rencontrent une interface ou un défaut, elles sont réfléchies et captées par la sonde.
Mise en œuvre
Une sonde est posée sur la surface avec un couplant pour transmettre les signaux. La longueur d’onde détermine la résolution : à 5 MHz dans l’acier, la limite théorique est de 1,2 mm. Les variantes modernes (TOFD — Time of Flight Diffraction — ou Phased Array) atteignent plus de 95 % de détection sur les soudures.
Les ultrasons couplés à l’air fonctionnent sans contact. Cela élimine le nettoyage et permet des vitesses jusqu’à 1 m/s en automatisé, réduisant drastiquement le temps par pièce par rapport au manuel.
Avantages
- Haute sensibilité.
- Applications variées : idéal pour pièces planes et grandes structures.
Limites
- Transmission influencée par l’environnement : humidité, température.
- Effort de nettoyage : couplant nécessaire, sauf pour l’ultrasons couplés à l’air.
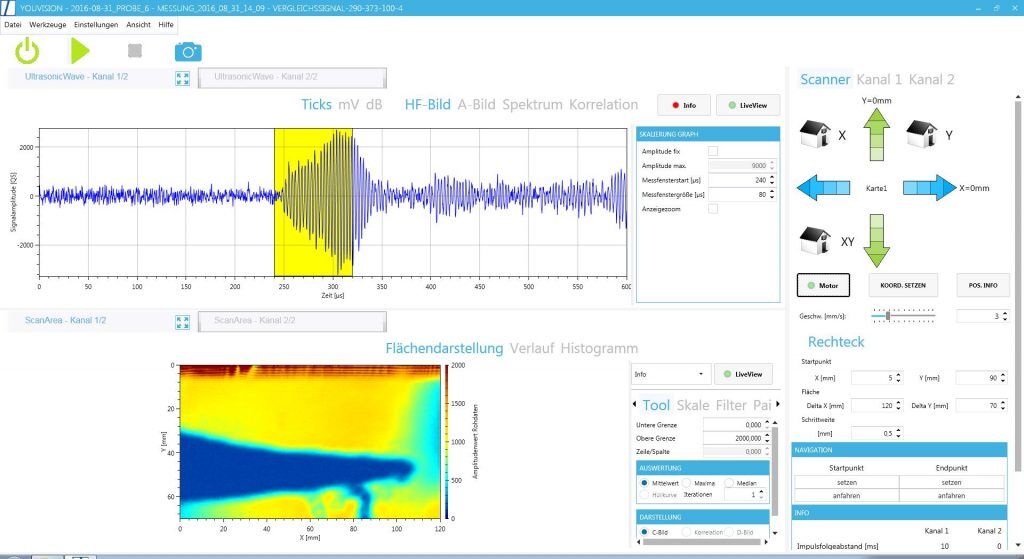
Exemple : hayon composite plastique
Les hayons composites sont contrôlés régulièrement par échantillonnage dans le processus. Le système Atline — un système de contrôle qualité installé à proximité de la ligne — détecte les défauts des liaisons plastiques. Pour des pièces complexes comme les hayons composites, les ultrasons couplés à l’air sont idéaux : tous les coins et arêtes sont atteints et analysés correctement.
Méthodes CND dans l’automobile — grand comparatif
Procédé
Sollicitation
Espace d’interaction
Applications typiques
Avantages
Inconvénients
Équipement requis
Sensibilité
Polyvalence
Sans contact
Analyse de résonance acoustique (test sonore)
dynamique
Volume
Détection d’hétérogénéités et de défauts (fissures, défauts de structure, inclusions, ruptures, qualité de liaison)
Contrôle de la pièce entière possible, haute reproductibilité, objectivité, grande précision et résolution ; faible effort pour un contrôle automatique rapide.
Type de défaut non directement identifiable ; méthode comparative ; spécimen devant être excitable et monté librement ; pas de trop forte atténuation après excitation ; uniquement pour défauts acoustiquement pertinents
Capteurs (microphones, accéléromètres, vibromètres laser)
Haute
Moyenne
Jauges de contrainte
dynamique
Surface
Mesure de déformations en traction/compression (p. ex. charges dans freins, suspensions, boîtes, moteurs)
Haute précision, analyse détaillée
Préparation laborieuse, sensible aux variations de température
Jauges & systèmes de mesure
Haute
Moyenne
Radiographie
dynamique
Volume
Contrôle de soudures (tôles, tubes, réservoirs) & analyse matière (retassures, pores, ségrégations, fissures)
Haute résolution & contrôle en profondeur
Équipement spécialisé coûteux, radioprotection, superpositions possibles (2D), résolution influencée par la densité
Source X ou gamma & détecteurs
Haute
Haute
Oui
Tomographie industrielle
dynamique
Volume
Analyse de défauts (pores, retassures, inclusions, surfaces usinées, bavures, résidus de noyau, copeaux), mesure dimensionnelle (comparaison nominal/réel, épaisseur de paroi, reverse engineering, rapports EMPB), montage & jonction (contrôle d’intégralité, de bon positionnement et de jonctions)
Représentation 3D haute résolution, analyse complète pour pièces complexes & automatisation facile
Équipement spécialisé coûteux, résolution influencée par la densité, radioprotection nécessaire
Scanner CT avec source X & détecteurs
Très haute
Très haute
Oui
Contrôle d’étanchéité
statique
Système
Localisation de fuites sur systèmes ou composants installés (canalisations, réservoirs, systèmes de refroidissement, systèmes sous vide, réservoirs de carburant, filtres à carburant, conduites de frein, boîtiers d’injection)
Haute sensibilité & résultats précis
Équipement et conditions spécifiques requis (p. ex. test de pression différentielle dépend du volume et de la température)
Appareils d’étanchéité
Haute
Moyenne
Ressuage (pénétrant coloré & fluorescent)
statique
Surface
Défauts superficiels
Application simple & économique
Préparation et post-traitement de la surface nécessaires
Pénétrant & révélateur
Moyenne
Faible
Oui
Thermographie
dynamique
Surface
Analyse de pertes thermiques & détection de défauts
Résultats rapides
Sensible aux conditions environnementales
Caméras infrarouges & logiciels
Moyenne
Haute
Magnétoscopie
statique
Surface
Contrôle de fissures & défauts près de la surface sur matériaux ferromagnétiques
Haute sensibilité & économique
Application limitée aux matériaux ferromagnétiques
Poudre magnétique & source de magnétisation
Haute
Faible
Inspection visuelle
statique
Surface
Défauts superficiels
Application simple, résultats immédiats & économique
Défauts sous la surface non détectables, fissures superficielles fines non détectables, subjectivité
À l’œil nu ou avec aides optiques (loupes, caméras, endoscopes, vidéoscopes)
Faible
Faible
Oui
Ultrasons
dynamique
Volume
Analyse matière & contrôle de fissures
Forte profondeur & haute résolution
Étalonnage complexe, caractérisation partielle des défauts, dépendance matière et forme, couplant nécessaire (sauf ultrasons couplés à l’air)
Appareils d’ultrasons, sondes & éventuellement couplant
Haute
Haute
Partiellement (uniquement ultrasons couplés à l’air)
Analyse vibratoire
dynamique
Système
Contrôle de pièces rotatives pour défauts — roulements endommagés, déséquilibres — dans machines et installations
Haute sensibilité & surveillance continue
Coûts logiciels & personnel qualifié requis
Capteurs de vibration & systèmes de mesure
Moyenne
Moyenne
Courants de Foucault
statique
Surface
Contrôle de surfaces métalliques pour défauts tels que fissures ou discontinuités
Haute sensibilité & détection à travers des couches, y compris non conductrices
Sensible aux variations de saturation magnétique, uniquement matériaux conducteurs, pas de détection de défauts parallèles à la surface, inadapté aux grandes surfaces, interprétation complexe
Appareils & sondes de courants de Foucault
Moyenne
Moyenne
Oui
Vibrométrie laser
dynamique
Surface
Analyse vibratoire & tests de structure
Haute précision
Coûts élevés & sensibilité aux conditions environnementales
Vibromètres laser Doppler
Haute
Haute
Oui
Quelle certification pour les opérateurs CND ?
La qualification et la certification du personnel en CND sont réglementées par DIN EN ISO 9712. Trois niveaux sont définis avec des exigences claires de formation, d’expérience pratique et d’examens. La compétence est confirmée par recertification tous les cinq ans.
Pour des entreprises à besoins variables, des prestataires comme Microvista offrent des services CT industriels complets avec personnel certifié et technologie de pointe. Cela réduit les coûts fixes internes tout en donnant accès à la technologie actuelle et à une haute fiabilité.
Conclusion
Les procédés CND — comme la CT industrielle — remplacent les méthodes manuelles coûteuses de contrôle qualité. L’évaluation peut souvent être automatisée, faisant gagner temps et argent.