Il controllo non distruttivo (CND) consente un controllo qualità completo di tutti i componenti prodotti senza spreco di materiale. Mentre nel controllo distruttivo una percentuale del lotto viene tipicamente sacrificata, i metodi CND possono raggiungere una copertura del 100 % risparmiando risorse. Questo articolo illustra come i principali procedimenti CND aiutino a rilevare tempestivamente componenti difettosi. Responsabili qualità e ingegneri di controllo trovano una guida concreta alla scelta del metodo.
Cos’è il controllo non distruttivo e quali requisiti soddisfa?
Il controllo non distruttivo, noto a livello internazionale come NDT (Non-Destructive Testing), comprende tutti i procedimenti in cui il componente resta integro e funzionante dopo l’ispezione. A differenza del controllo distruttivo, dove il materiale viene perso, il CND consente un’assicurazione qualità senza perdita.
Il vantaggio economico è misurabile: con componente da 300 € e lotto di 1.000 pezzi, un controllo distruttivo a campione del 3 % genera già uno scarto di 9.000 € per lotto. Inoltre un campione fornisce solo una stima: si conosce il tasso di difetti atteso, ma non quali pezzi siano effettivamente difettosi. Se il campione è sfavorevole o la dispersione (deviazione standard) è elevata, può essere necessario ispezionare successivamente l’intero lotto al 100 % o addirittura bloccarlo.
I metodi CND consentono invece il controllo al 100 % di ogni pezzo. La sicurezza statistica aumenta notevolmente e, idealmente, ogni pezzo può essere valutato e tracciato individualmente. La redditività del CND dipende comunque dalle condizioni concrete: costi di controllo, valore del pezzo, tasso di difetti atteso e costo dei pezzi difettosi in campo. Soprattutto con grandi volumi e componenti di alto valore è sensata una valutazione sistematica rischio-beneficio degli scenari (campione, CND 100 %, combinazioni).
La Società Tedesca per il Controllo Non Distruttivo (DGZfP) definisce gli standard di queste tecnologie. Con metodi CND moderni si rilevano difetti come cricche, porosità o cavità di ritiro con risoluzione micrometrica prima dell’utilizzo.
Indice
Quali metodi di controllo non distruttivo esistono?
La scelta è ampia. A seconda del materiale, della geometria e del tipo di difetto cercato, si applicano metodi diversi. I procedimenti si dividono in superficiali e volumetrici.
I metodi superficiali includono ispezione visiva, magnetoscopia e correnti parassite. Rilevano con alta sensibilità difetti e irregolarità vicino alla superficie.
I metodi volumetrici come ultrasuoni, radiografia (raggi X o gamma) e tomografia industriale permettono di analizzare le strutture interne. Rilevano difetti fino a diverse centinaia di millimetri di profondità.
La CT industriale può essere impiegata, tramite il reverse engineering (reverse engineering di componenti complessi con CT | Microvista), per creare modelli 3D di componenti e gruppi per migliorare o riprogettare i prodotti.
Ispezione visiva
L’ispezione visiva è un metodo CND in cui l’oggetto viene esaminato a occhio per identificare difetti superficiali come cricche, graffi, fori o tracce di usura. Richiede spesso solo illuminazione e visibilità adeguate. Un ispettore addestrato rileva difetti superficiali in pochi secondi.
Esecuzione
Si applica in molti settori per garantire la conformità ai requisiti. Strumenti tipici sono lenti, specchi ed endoscopi per ispezionare zone di difficile accesso.
- Ispezione diretta senza strumenti: osservazione a occhio nudo.
- Ispezione diretta con strumenti: uso di lenti, endoscopi e specchi.
- Ispezione indiretta: uso di telecamere e videoscopi, in cui il percorso ottico è interrotto.
La distinzione tra diretta e indiretta è normata in DIN EN 13018 e ISO 9712.
Vantaggi
- Semplice ed economica: nessuna apparecchiatura costosa.
- Risultati immediati: difetti identificati subito.
Limiti
- Profondità limitata: solo difetti superficiali.
- Soggettività: i risultati dipendono dall’ispettore.
- Difetti piccoli: cricche molto fini possono sfuggire senza strumenti ottici.
Radiografia (raggi X)
La radiografia, detta anche radiografia industriale, utilizza raggi X o gamma per visualizzare strutture interne. I raggi attraversano il materiale e producono un’immagine d’ombra su un rivelatore. Densità diverse producono assorbimenti diversi e quindi contrasti.
Il metodo è adatto a rilevare difetti volumetrici come pori, cavità o inclusioni. La rilevabilità dipende dall’energia di radiazione, dal rivelatore e dalla qualità d’immagine definita in ISO 19232. A 450 kV la penetrazione raggiunge 80 mm in acciaio.
La rappresentazione 2D può generare sovrapposizioni in geometrie complesse. La CT industriale, con ricostruzione 3D, offre qui un valore aggiunto significativo.
Esecuzione
Impiegata per rivelare difetti volumetrici, determinare lo spessore e identificare inomogeneità nascoste. Processo:
- Esposizione del componente: il pezzo viene irradiato.
- Acquisizione immagine: l’immagine CT viene acquisita su rivelatore (pellicola o digitale); l’assorbimento misurato, rappresentato in livelli di grigio, è misura di composizione e spessore.
- Analisi immagini: mediante esame visivo o algoritmico si identificano irregolarità/inomogeneità come indicatori di difetti.
Vantaggi
- Imaging ad alta risoluzione: rileva difetti minimi.
- Controllo volumetrico: ideale per materiali e componenti voluminosi.
- Versatilità: spettro ed energia adattabili al materiale (plastiche, metalli, compositi, ecc.).
Limiti
- Attrezzatura specializzata: costosa, radioprotezione necessaria.
- Sovrapposizioni: immagini 2D possono mascherare difetti.
- Dipendenza dal materiale: la densità influenza risoluzione e precisione.
CT industriale
La tomografia computerizzata industriale (CT) è un metodo CND moderno, molto diffuso, in particolare nel settore automobilistico. Capace di creare immagini 3D dell’interno di un oggetto, offre informazioni dettagliate su integrità strutturale e qualità di componenti e materiali.
Esecuzione
Il componente viene irradiato da una sorgente di raggi X e l’attenuazione viene acquisita da un rivelatore. A differenza della radiografia semplice, la CT combina dati da più direzioni per creare una rappresentazione 3D ad alta risoluzione. Queste immagini consentono un’analisi dettagliata della struttura interna e rendono visibili anche i difetti più piccoli.
Vantaggi
- Alta risoluzione: rileva difetti e irregolarità minime.
- Rappresentazione 3D: visione completa delle strutture interne di componenti complessi, impossibile in 2D.
Limiti
- Attrezzatura specializzata e costosa: richiede competenze specifiche e radioprotezione.
- La densità del materiale influenza la risoluzione.
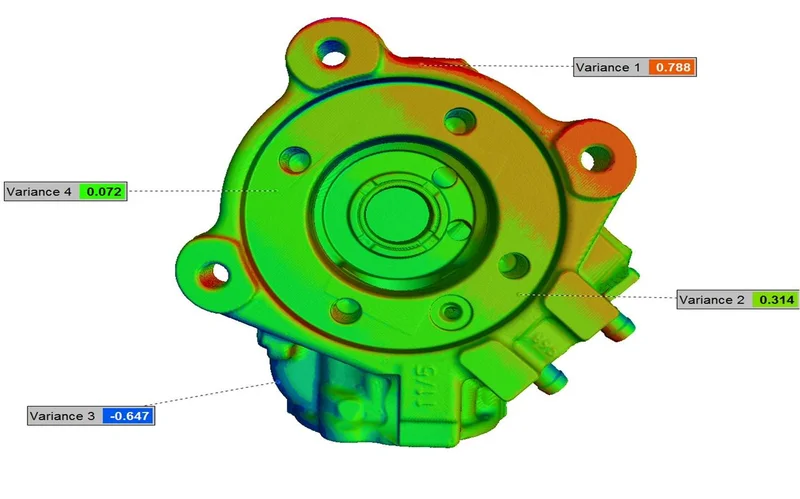
Esempio: confronto CAD nominale/effettivo
Un confronto CAD nominale/effettivo può essere necessario se un lotto di produzione viene riordinato dopo un certo tempo. Occorre verificare se ci sono differenze tra il lotto precedente e il CAD attuale. Microvista impiega CT di ultima generazione per assicurare che il nuovo lotto non vada perso; senza CND si rischierebbe di rilevare deviazioni solo nel montaggio finale o nelle prove su strada. L’intero lotto sarebbe inutilizzabile o richiederebbe un rilascio pezzo per pezzo.
Richiedere una consulenza gratuita
Correnti parassite
Il metodo utilizza induzione elettromagnetica per rilevare difetti in materiali elettricamente conduttivi. Una bobina attraversata da corrente genera un campo magnetico alternato che induce correnti parassite nel materiale. Difetti o variazioni di materiale alterano queste correnti e sono misurabili come variazione di segnale.
Raggiunge velocità di più metri al secondo, utile per controllo in linea. La profondità dipende da frequenza e materiale: in alluminio a 100 kHz, circa 0,8 mm; a 1 kHz fino a 8 mm. Può controllare anche attraverso rivestimenti non conduttivi, generalmente fino a diversi millimetri.
La certificazione DIN EN ISO 9712 garantisce la qualifica degli operatori.
Usato spesso su cilindri maestri, anelli di cuscinetti e pistoni — rilevamento cricche e controllo durezza.
Esecuzione
- Induzione del campo: una bobina crea un campo alternato che induce correnti.
- Misura della retroazione: le variazioni dovute a difetti o proprietà del materiale vengono misurate.
- Analisi: i dati vengono analizzati per dedurre cricche, contaminanti o proprietà.
Vantaggi
- Alta sensibilità.
- Rilevamento attraverso strati, inclusi rivestimenti non conduttivi.
Limiti
- Sensibile a variazioni di saturazione magnetica.
- Solo materiali conduttivi.
- Non rileva difetti paralleli alla superficie.
- Inadatto a grandi superfici (predilige misure puntuali).
- Interpretazione complessa dei segnali.
Ultrasuoni
Gli ultrasuoni sono tra i metodi CND più diffusi. Principio: propagazione di onde ultrasoniche nel materiale, con frequenze tra 0,5 e 25 MHz. Quando incontrano un’interfaccia o un difetto, vengono riflesse e acquisite dalla sonda.
Esecuzione
Una sonda viene posta sulla superficie del pezzo e un mezzo di accoppiamento trasmette i segnali acustici. La lunghezza d’onda determina la risoluzione: a 5 MHz in acciaio, il limite teorico è circa 1,2 mm. Varianti moderne come TOFD (Time of Flight Diffraction) o Phased Array raggiungono tassi di rilevamento superiori al 95 % su saldature.
Gli ultrasuoni accoppiati in aria funzionano senza contatto. Eliminano la pulizia e consentono velocità fino a 1 m/s in sistemi automatizzati, riducendo drasticamente il tempo per pezzo rispetto a quello manuale.
Vantaggi
- Alta sensibilità.
- Applicazione versatile: ideale per componenti piatti e strutture grandi.
Limiti
- Trasmissione influenzata dalle condizioni ambientali: umidità, temperatura.
- Pulizia: mezzo di accoppiamento necessario, tranne con accoppiamento in aria.
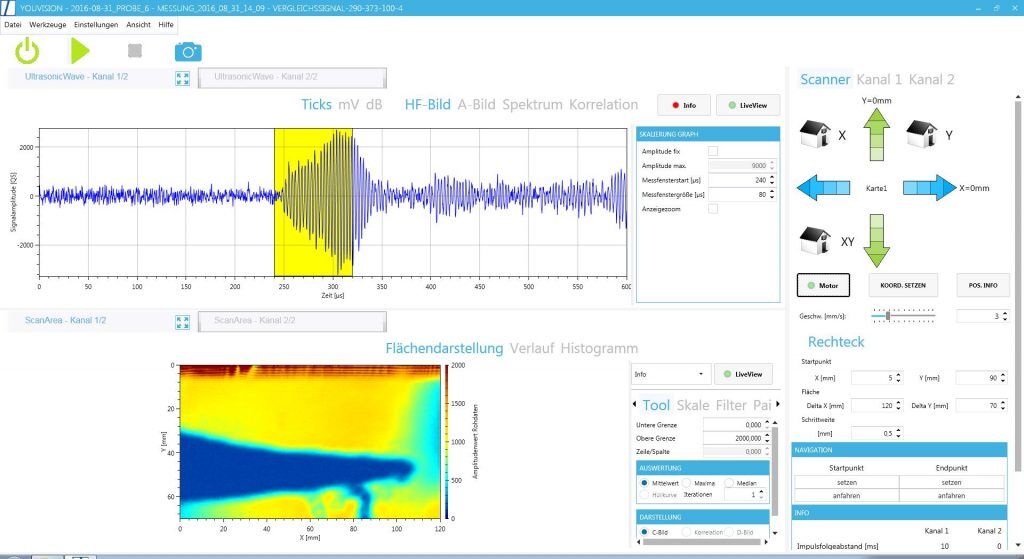
Esempio: portellone composito in plastica
I portelloni compositi sono controllati regolarmente a campione durante la produzione. Il sistema Atline — un sistema di controllo qualità installato vicino alla linea — rileva difetti sulle giunzioni plastiche. Per componenti complessi come i portelloni compositi, gli ultrasuoni accoppiati in aria sono ideali: tutti gli angoli e i bordi possono essere raggiunti e analizzati correttamente.
Richiedere una consulenza gratuita
Metodi CND in ambito automotive — grande confronto
Procedimento
Sollecitazione
Spazio di interazione
Applicazioni tipiche
Vantaggi
Svantaggi
Attrezzatura necessaria
Sensibilità
Versatilità
Senza contatto
Analisi di risonanza acustica (prova sonora)
dinamico
Volume
Rilevamento di inomogeneità e difetti (cricche, difetti strutturali, inclusioni, rotture, qualità di giunzione)
Controllo dell’intero pezzo possibile, alta riproducibilità, oggettività, alta precisione e risoluzione; basso impegno per un controllo automatico rapido.
Tipo di difetto non direttamente riconoscibile; metodo comparativo; il pezzo deve essere eccitabile in modo non distruttivo e montato liberamente; nessuna attenuazione eccessiva dopo l’eccitazione; solo per difetti acusticamente rilevanti
Sensori (microfoni, accelerometri, vibrometri laser)
Alta
Media
Estensimetri
dinamico
Superficie
Rilevamento di deformazioni di trazione/compressione (es. carichi in freni, sospensioni, trasmissioni, motori)
Alta precisione, analisi dettagliata
Preparazione laboriosa e sensibilità a variazioni di temperatura
Estensimetri e sistemi di misura
Alta
Media
Radiografia
dinamico
Volume
Controllo saldature (lamiere, tubi, serbatoi) e analisi materiali (cavità, pori, segregazioni, cricche)
Alta risoluzione e controllo in profondità
Attrezzatura specializzata e costosa, radioprotezione, possibili sovrapposizioni (2D), risoluzione influenzata dalla densità
Sorgente di raggi X o gamma e rivelatori
Alta
Alta
Sì
Tomografia computerizzata industriale
dinamico
Volume
Analisi difetti (pori, cavità, inclusioni, superfici lavorate, bave, residui di anima, trucioli), misura dimensionale (confronto nominale/effettivo, spessori di parete, reverse engineering, rapporti EMPB), montaggio e giunzione (ispezione completezza, corretta posizione, giunzioni)
Rappresentazione 3D ad alta risoluzione, analisi completa anche per componenti complessi e automazione semplice
Attrezzatura specializzata e costosa, risoluzione influenzata dalla densità, radioprotezione necessaria
Scanner CT con sorgente X e rivelatori
Molto alta
Molto alta
Sì
Prova di tenuta
statico
Sistema
Localizzazione di perdite in sistemi o componenti installati (tubazioni, serbatoi, impianti di raffreddamento, impianti sottovuoto, serbatoi carburante, filtri carburante, tubazioni freni, corpi pompa iniezione)
Alta sensibilità e risultati precisi
Richiede attrezzature e condizioni particolari (es. prova pressione differenziale dipende da volume e temperatura)
Apparecchi di tenuta
Alta
Media
Liquidi penetranti (colorati e fluorescenti)
statico
Superficie
Difetti superficiali
Applicazione semplice ed economica
Preparazione e post-trattamento della superficie necessari
Penetrante e rivelatore
Media
Bassa
Sì
Termografia
dinamico
Superficie
Analisi perdite di calore e rilevamento difetti
Risultati rapidi
Sensibile alle condizioni ambientali
Termocamere e software
Media
Alta
Magnetoscopia
statico
Superficie
Controllo cricche e difetti prossimi alla superficie su materiali ferromagnetici
Alta sensibilità ed economica
Applicazione limitata a materiali ferromagnetici
Polvere magnetica e sorgente di magnetizzazione
Alta
Bassa
Ispezione visiva
statico
Superficie
Difetti superficiali
Applicazione semplice, risultati immediati ed economica
Difetti sotto la superficie non rilevabili, cricche superficiali fini non riconoscibili, soggettività
A occhio nudo o con ausili ottici (lenti, telecamere, endoscopi, videoscopi)
Bassa
Bassa
Sì
Ultrasuoni
dinamico
Volume
Analisi materiali e controllo cricche
Elevata profondità e alta risoluzione
Calibrazione laboriosa, caratterizzazione difetti parziale, dipendenza da materiale e forma, mezzo di accoppiamento necessario (tranne ultrasuoni in aria)
Apparecchi a ultrasuoni, sonde e, se necessario, mezzo di accoppiamento
Alta
Alta
Parzialmente (solo ultrasuoni in aria)
Analisi vibratoria
dinamico
Sistema
Controllo di parti rotanti per difetti come cuscinetti rotti o squilibri in macchine o impianti
Alta sensibilità e monitoraggio continuo
Costi software e personale qualificato
Sensori di vibrazione e sistemi di misura
Media
Media
Correnti parassite
statico
Superficie
Controllo di superfici metalliche per difetti come cricche o discontinuità
Alta sensibilità e rilevamento attraverso strati, compresi rivestimenti non conduttivi
Sensibile a variazioni di saturazione magnetica, solo materiali conduttivi, nessun rilevamento difetti paralleli alla superficie, inadatto a grandi superfici, interpretazione complessa
Apparecchi e sonde a correnti parassite
Media
Media
Sì
Vibrometria laser
dinamico
Superficie
Analisi vibratoria e prove strutturali
Alta precisione
Costi elevati e sensibilità alle condizioni ambientali
Vibrometri laser Doppler
Alta
Alta
Sì
Quale certificazione devono avere gli operatori CND?
La qualifica e certificazione del personale CND è regolata dalla norma DIN EN ISO 9712. Definisce tre livelli con requisiti chiari di formazione, esperienza pratica ed esami. La competenza è confermata con ricertificazione quinquennale.
Per aziende con fabbisogno di controllo variabile, fornitori come Microvista offrono servizi di CT industriale completi, con personale certificato e tecnologia all’avanguardia. Ciò riduce i costi fissi interni e al contempo dà accesso a tecnologia attuale e alta affidabilità di controllo.
Conclusione
I metodi CND — come la CT industriale — sostituiscono procedure manuali dispendiose di controllo qualità. La valutazione può spesso avvenire in modo automatico, risparmiando tempo e costi.