Eisenguss / Schwermetall
CT-Prüfung für Eisenguss – auch bei dicken Wandstärken und hoher Dichte zuverlässig. Eisengussteile gelten als CT-Herausforderung – zu dicht, zu schwer, zu komplex. Microvista hat die Technologie und das Know-how, um auch Schwermetallbauteile bis 200 kg zuverlässig zu durchleuchten.
Diese Probleme kennen wir
Klassische Röntgenprüfung überlagert Geometrien und findet innere Defekte nicht zuverlässig
Konventionelle 2D-Röntgenprüfung projiziert das gesamte Volumen auf eine einzige Ebene, wodurch innere Strukturen überlagert werden und Defekte hinter Wandverdickungen oder Rippen verborgen bleiben. Besonders bei komplexen Eisenguss-Geometrien mit Kernschiebern und variierenden Wandstärken ist die Fehlererkennungsrate unzureichend. Unentdeckte Defekte bedeuten, dass fehlerhafte Chargen freigegeben werden – mit dem Risiko von Feldausfällen und Rückrufen.
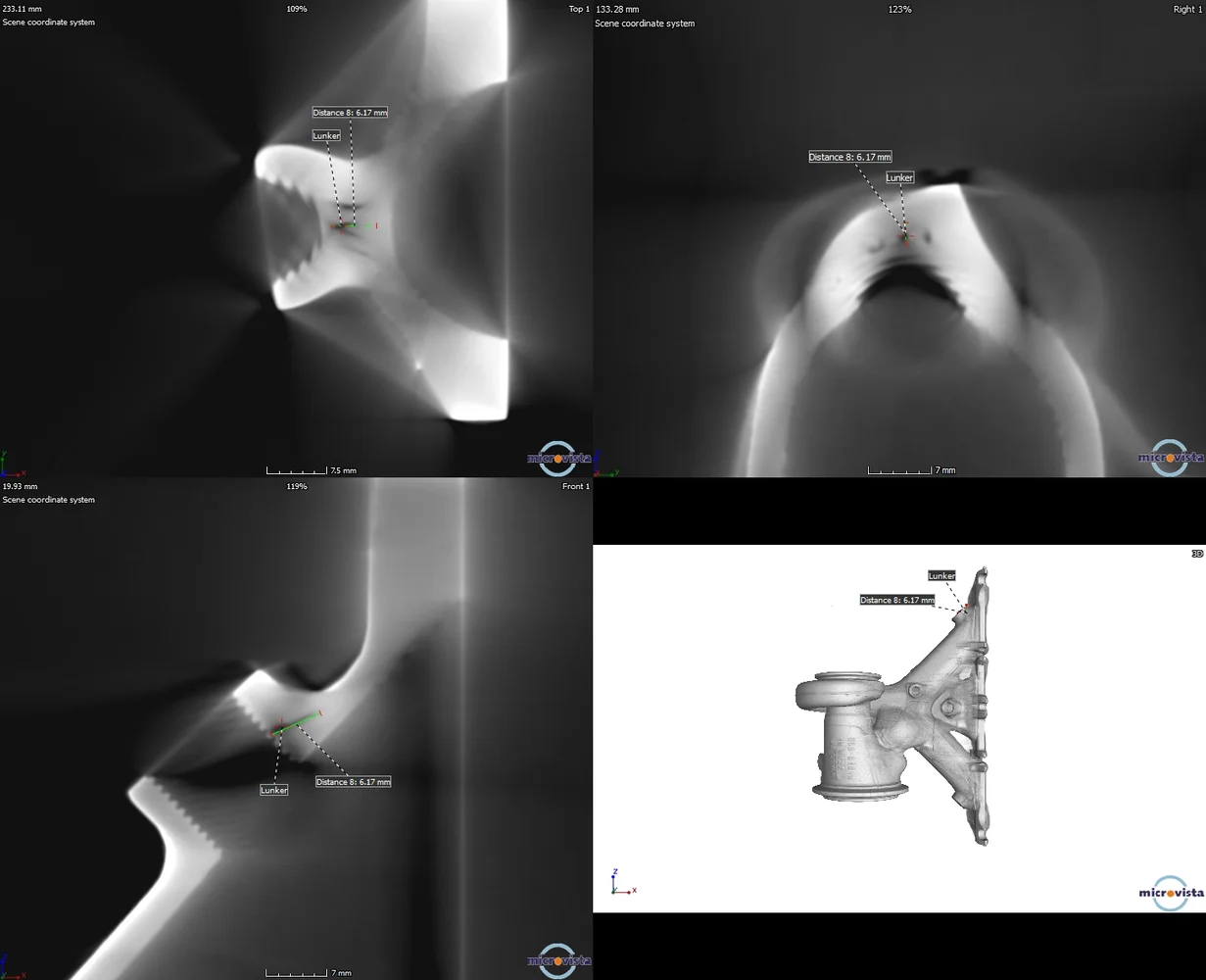
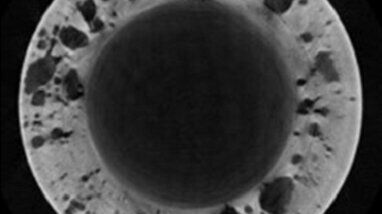
Porosität und Lunker in Eisenguss führen zu Frühausfällen unter mechanischer Belastung
Schrumpfungsbedingte Lunker und Gasporosität entstehen beim Erstarren von Eisenguss bevorzugt an thermischen Knotenpunkten – also genau dort, wo später die größten Spannungen wirken. Diese inneren Fehlstellen sind von außen nicht sichtbar und manifestieren sich erst unter Dauerlast oder Vibration als Rissinitiierung und Bauteilversagen. In sicherheitsrelevanten Komponenten wie Motorblöcken, Bremsgehäusen oder Achskörpern kann das fatale Folgen haben.
Schlackeeinschlüsse und Kaltnahtstellen sind ohne CT-Analyse nicht klassifizierbar
Schlackeeinschlüsse und Kaltnahtstellen entstehen durch Schmelzeführungsfehler und unterscheiden sich in ihrer Gefährlichkeit erheblich – eine pauschale Bewertung ohne 3D-Analyse führt zu unnötigem Ausschuss oder zu fehlerhafter Freigabe. Ohne CT-Analyse können diese Defekte weder lokalisiert noch nach anerkannten Normen klassifiziert werden. Das macht eine normkonforme Freigabeentscheidung unmöglich und erhöht das Haftungsrisiko des Gießers erheblich.
Zerstörende Prüfung durch Schleifen kostspielig und liefert nur punktuelle Informationen
Die metallografische Prüfung durch Schleifen und Ätzen liefert zwar Befunde, vernichtet dabei aber das Prüfstück und erlaubt nur Aussagen zu den geschliffenen Ebenen – nicht zum gesamten Bauteilvolumen. Bei Losgröße 1 oder Kleinserien teurer Gussteile ist destruktive Prüfung wirtschaftlich nicht vertretbar. CT-Prüfung liefert alle Informationen aus dem gesamten Bauteilvolumen in einem einzigen Messprozess, ohne das Teil zu beschädigen.
CT-Lösungen für Eisenguss / Schwermetall
Porositäts- & Lunker-Analyse
Microvista kartiert alle inneren Defekte eines Eisengussteils vollständig in 3D und klassifiziert jeden Befund nach Größe, Volumen und Position gemäß ASTM E505 (für Gusseisen) und ASTM E446 (für Stahlguss). Das normkonforme Prüfprotokoll enthält eine Entscheidung über Freigabe, Nacharbeit oder Ausschuss auf Basis definierter Grenzwerte. Der Gießer erhält damit ein rechtssicheres Dokument für Kundenabnahmen und Qualitätsaudits.
Schlacke & Kaltnahtstellen
Microvistas Auswertesoftware detektiert automatisch Schlackeeinschlüsse, Oxidhäute und unvollständig gefüllte Bereiche im gesamten Bauteilvolumen und differenziert diese nach Typ und Gefährlichkeit. Im Gegensatz zu klassischer Röntgenprüfung liefert CT präzise Volumen- und Lageangaben, die eine normkonforme Klassifizierung und gezielte Prozesskorrektur am Gusswerkzeug ermöglichen. Wiederholte Schmelzeführungsfehler werden so schnell erkannt und behoben.
Wandstärken & Soll-Ist
Microvista misst Kernversatz, Wandstärkenverteilung und geometrische Abweichungen aus dem CT-Datensatz und gleicht diese mit dem CAD-Modell ab – besonders wichtig bei komplexen Kernguss-Geometrien mit engen Toleranzfeldern. Kernversatz in wasserführenden Kanälen oder ölführenden Bohrungen kann im Betrieb zu Undichtigkeiten führen; CT erkennt diesen Fehler sicher, bevor das Bauteil mechanisch bearbeitet wird. Das spart teure Bearbeitungskosten an fehlerhaften Teilen.
ScanExpress für Großteile
Die Long-Version des ScanExpress-Systems unterstützt Bauteile mit bis zu 798 mm Hüllkreis und kommt direkt zum Kunden in die Gießerei – ohne dass schwere Gusskörper aufwendig verpackt und transportiert werden müssen. Besonders für Einzelstücke, Prototypen und Erstmuster aus dem Eisenguss ist der mobile Einsatz wirtschaftlich sinnvoller als der Labortransport. Microvista koordiniert Scantermine kurzfristig und liefert Prüfberichte innerhalb weniger Werktage.
Anwendungsfälle
Motorblöcke und Zylinderköpfe aus Grauguss: CT kartiert alle Poren, Lunker und Kernversätze vollständig in 3D – normkonform nach ASTM E505, mit Freigabeentscheidung pro Bauteil.
Bremsscheiben und Bremssättel (sicherheitsrelevant): CT prüft innere Porosität und Gefügehomogenität, die bei thermomechanischer Dauerbelastung zum Versagen führen können.
Getriebegehäuse und Differenzialgehäuse: Wandstärkenmessung, Lagerbohrungspositionen und Gussfehlernachweis in einem einzigen CT-Scan.
Pumpenkörper und Ventilgehäuse: CT prüft Kanalgeometrie, Dichtflächen-Maßhaltigkeit und innere Defekte in wasserführenden und druckbeaufschlagten Bauteilen.
Überzeugende Zahlen
So arbeiten wir
CT-Labor
Hochauflösende Prüfung im ISO-9001-zertifizierten Labor für Einzelprüfungen und Erstmuster.
Mehr erfahren → Express verfügbarScanExpress
Mobiles CT direkt bei Ihnen vor Ort für Großbauteile und schnelle Serienprüfung.
Mehr erfahren →Cloud-Auswertung
Flexible Auswertung Ihrer CT-Daten mit unserer sicheren Cloud-Plattform.
Mehr erfahren →Passende Prüfaufgaben für Eisenguss / Schwermetall
Porositätsanalyse
Porositätsanalyse in verschiedensten Materialen wie z.B. Schwer- & Leichtmetall mit industrieller CT. Jetzt klicken & mehr erfahren!
Prüfaufgabe öffnen →Grat, Kernreste & Späne
Grat, Kernreste & Späne automatisiert & schnell finden mit industrieller CT. Eine Prüfung ist bei Ihnen oder im Microvista CT-Labor möglich.
Prüfaufgabe öffnen →Wanddickenmessung
Automatisierte Messung von Wandstärken mit industrieller CT, welche kritische Abweichungen vom Soll-Zustand schnell sichtbar macht.
Prüfaufgabe öffnen →CAD Soll-Ist-Vergleich
Express-Inspektion für einen CAD Soll-Ist-Vergleich buchbar - priorisierte Prüfung durch die CT-Experten von Microvista.
Prüfaufgabe öffnen →Erstmusterprüfbericht (EMPB)
Erstmusterprüfbericht (EMPB) für PPAP & VDA Band 2: Zerstörungsfreie CT-Prüfung für Erstbemusterung. Express-Service verfügbar. Jetzt Beratung sichern!
Prüfaufgabe öffnen →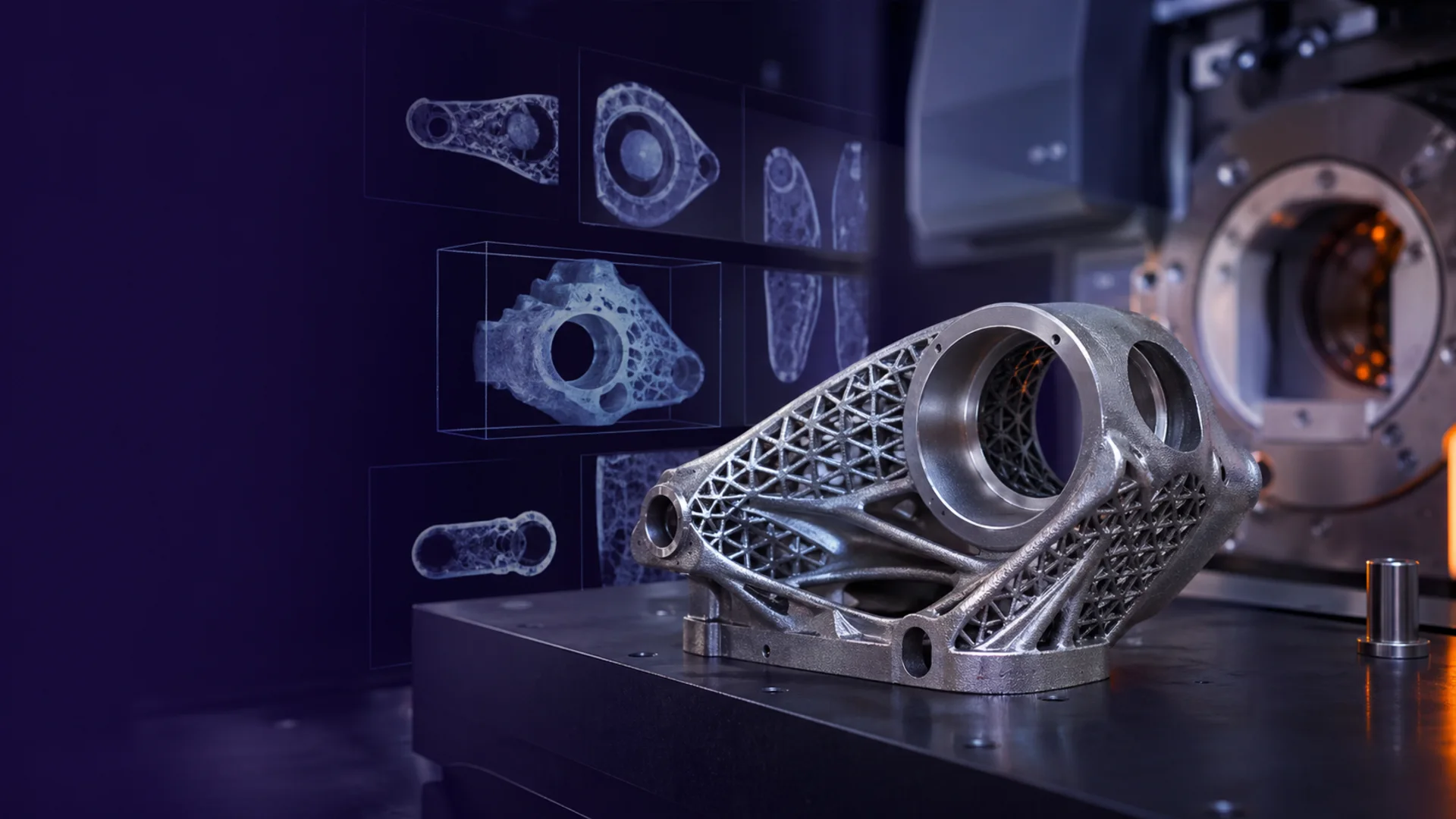

Bereit für die nächste Prüfaufgabe?
Kontaktieren Sie uns für eine unverbindliche Beratung zu Ihren spezifischen Anforderungen.
GET YOUR INSPECTION DONE
Anywhere. Anytime. Fast.